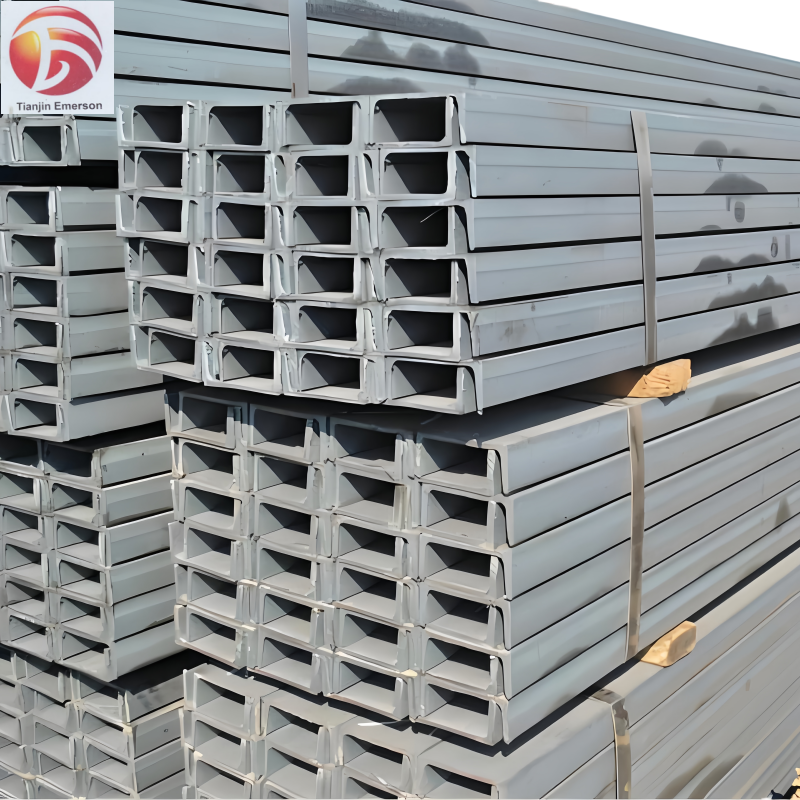
فولاد کانالی با سطح مقطع مشخصکننده C شکل یا U شکل، که از دو بال موازی متصلشده به یک نرده عمودی تشکیل شده است، مشخص میشود. ساختار هندسی آن سه مزیت اصلی دارد: استحکام بالا در خمش محوری، قابلیت اتصال مناسب و انطباقپذیری قوی در ساخت سازهها و سازههای نگهدارنده. فولاد کانالی استاندارد نورد گرم بر اساس مشخصات دقیق عرض بال، ضخامت نرده و ارتفاع کلی طبقهبندی میشود. اندازههای رایج از مقاطع کوچک مانند 50 میلیمتر × 30 میلیمتر برای قابهای سبک تا مقاطع بزرگ مانند 300 میلیمتر × 90 میلیمتر برای تیرهای اصلی سازهای متغیر است، که ضخامت بهطور متناسب با نیازهای باربری افزایش مییابد. ماده اصلی فولاد کمکربن است، مانند ASTM A36 یا S235JR/S355JR، که دارای جوشپذیری عالی و استحکام مناسب برای ساختوساز معمولی است. برای محیطهایی که نیاز به مقاومت بیشتر در برابر خوردگی دارند، درجههای فولاد ضدزنگ (به عنوان مثال 304) یا محصولات فولاد کانالی پیشگالوانیزه نیز در دسترس هستند. کارخانه ما موجودی قابل توجهی دارد و از مشخصات سفارشی متناسب با زمانبندی پروژه پشتیبانی میکند.
فولاد ناودانی کاربردهای گستردهای در صنایع متعدد دارد و هم به عنوان سازههای نگهدارنده قابل مشاهده و هم به عنوان سیستمهای نگهداری حیاتی پنهان مورد استفاده قرار میگیرد. این فولاد در ساختوساز و مهندسی عمران، زمینههای صنعتی و مکانیکی، حملونقل و توسعه زیرساختها ضروری است. چنین تقاضای گستردهای، نیازمند قابلیتهای پردازش به همان اندازه جامع است. تأسیسات ما امکان برش، خمکاری، جوشکاری، سوراخکاری و سایر فرآیندهای ساخت را فراهم میکند. برای قطعاتی که نیاز به تغییر دارند، با استفاده از برش پلاسمای CNC یا سوراخکاری، شیارها، برشها و سوراخهای دقیقی ایجاد میکنیم تا اتصالات آسان شود. شکل سازهای فولاد ناودانی از روشهای مختلف اتصال پشتیبانی میکند که در میان آنها جوشکاری محکمترین اتصال را فراهم میآورد. علاوه بر این، میتوان فولاد ناودانی را با استفاده از دستگاه خم (پرس بنی) به صورت سرد خم کرد تا پایههای سفارشی یا اعضای نگهدارنده منحنی ساخته شوند، هرچند انتخاب دقیق قالبها برای سازگاری با سطح مقطع باز آن ضروری است.
ساخت موفقیتآمیز فولاد قوطیای نیازمند رعایت چندین نکته فنی مهم است تا از صلبیت ساختاری و دقت ابعادی اطمینان حاصل شود. اول، طراحی اتصال امری حیاتی است: اتصالات بولتی باید با دقت طراحی شوند تا از قرار گرفتن بولتها در فاصله خیلی نزدیک به لبه بال یا جان جلوگیری شود؛ در اتصالات جوشی نیز باید از طریق آمادهسازی مناسب اتصال و توالی ساخت کنترلشده، تغییر شکل کنترل گردد، بهویژه در اعضای دهانه بلند. دوم، به دلیل داشتن مقطع نامتقارن، فولاد قوطیای در مقایسه با مقاطع بسته مانند لولههای فولادی، مستعد کمانش پیچشی جانبی بیشتری است. بنابراین باید در طول فرآیند ساخت و مونتاژ و همچنین در حالت نهایی نصبشده، از بادبندی جانبی موثر طراحی و استفاده شود. سوم، در فرآیند ساخت باید از توالیهای جوشکاری متوازن و زیگزاگ استفاده شود تا تاب برداشتن (پیچش) مقاطع به حداقل برسد. در مورد تیرهای دوبل نوردی گالوانیزه، پوشش روی در ناحیه جوش قبل از جوشکاری باید سنبادهزنی شود تا از مشکلات تخلخل و دوده جلوگیری شود و پس از جوشکاری، پوشش محافظ سطحی دوباره اعمال گردد.