Các ứng dụng chung của cuộn thép cán nguội
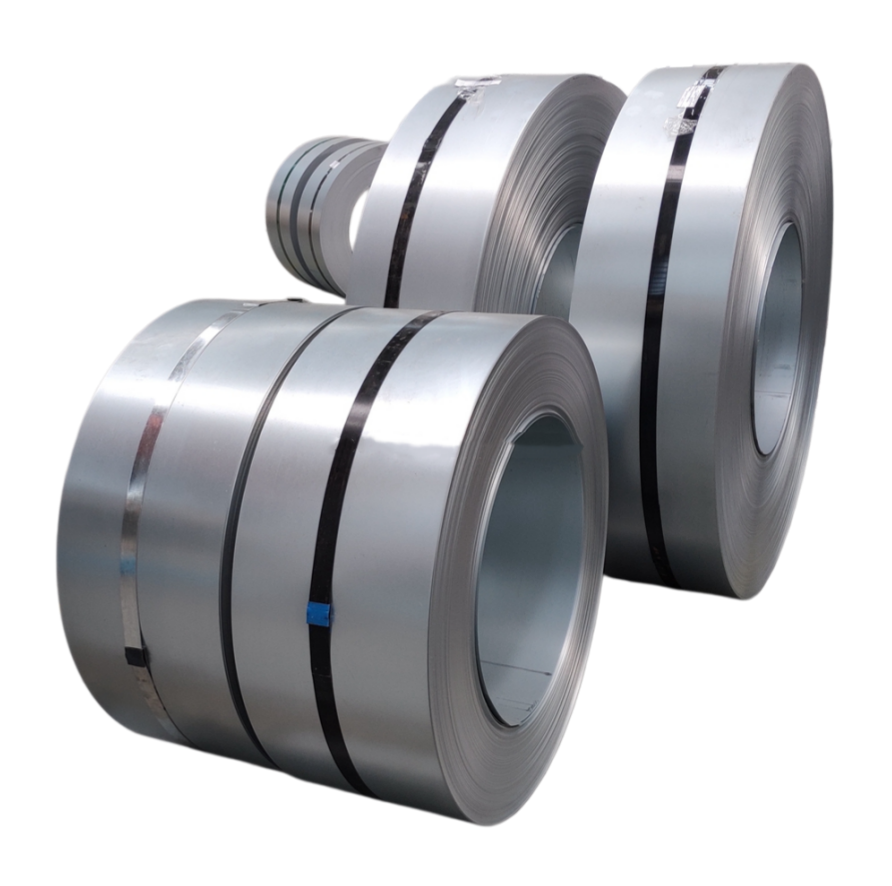
Cuộn thép cán nguội (CRC) là một sản phẩm thép phẳng cao cấp, được sử dụng rộng rãi trong nhiều ngành công nghiệp nơi yêu cầu chất lượng bề mặt, độ chính xác về kích thước và tính đồng nhất về cơ tính đạt mức tối ưu. Trong ngành ô tô, CRC được dùng để sản xuất các bộ phận thân xe (cửa, nắp capô, chắn bùn), các chi tiết gia cường cấu trúc và các thành phần khung gầm. Ngành điện máy gia dụng phụ thuộc vào CRC để chế tạo tủ lạnh, trống máy giặt và vỏ lò vi sóng. Trong xây dựng, CRC được ứng dụng cho mái lợp kim loại, ốp tường, khung cửa sổ và cửa ra vào, cũng như hệ khung thép nhẹ. Các nhà sản xuất thiết bị điện tử và đồ nội thất văn phòng sử dụng CRC để làm vỏ máy tính, giá đỡ máy chủ, tủ hồ sơ và kệ để đồ. Ngoài ra, CRC còn là vật liệu nền cho các sản phẩm thép đã phủ lớp bảo vệ như thép mạ kẽm (GI), thép mạ hợp kim kẽm–nhôm (GL) và thép đã sơn sẵn (PPGI). Độ dày tiêu chuẩn của CRC thường dao động từ 0,2 mm đến 3,0 mm, với chiều rộng từ 600 mm đến 1850 mm. Quá trình cán nguội – được thực hiện ở nhiệt độ phòng – làm tinh tế hơn cấu trúc vi mô của thép, mang lại bề mặt nhẵn mịn, sáng bóng, chỉ cần xử lý tối thiểu trước khi sơn hoặc mạ.
Ưu điểm so với Cuộn cán nóng: Độ bóng bề mặt và dung sai kích thước
So với cuộn cán nóng (HRC), cuộn cán nguội mang lại ba ưu điểm nổi bật. Thứ nhất, hoàn thiện bề mặt : HRC có bề mặt thô ráp, màu xanh xám, phủ lớp vảy cán cứng chắc; trong khi đó CRC có bề mặt nhẵn mịn, sạch sẽ và thường được bôi một lớp dầu nhẹ, sẵn sàng cho công đoạn sơn hoặc phủ mà không cần phun bi hay tẩy axit. Chất lượng bề mặt vượt trội này là yếu tố thiết yếu đối với các chi tiết có tính thẩm mỹ cao và giá trị lớn. Thứ hai, độ Chính Xác Kích Thước : Cán nguội đạt được dung sai độ dày chặt chẽ hơn nhiều — thường là ±0,03 mm so với ±0,2 mm của HRC — đồng thời đảm bảo độ phẳng vượt trội, giúp các chi tiết lắp ghép chính xác và đồng đều mà không cần dùng miếng đệm hoặc gia công lại. Thứ ba, tính chất cơ học hiệu ứng làm cứng do biến dạng nguội của cán nguội làm tăng giới hạn chảy và độ bền kéo lên 10–20% so với cuộn thép cán nóng (HRC) có cùng thành phần hóa học, cho phép thiết kế các sản phẩm có độ dày nhỏ hơn mà không làm giảm khả năng chịu tải. Mặc dù cuộn thép cán nguội (CRC) có chi phí trên mỗi tấn cao hơn do các công đoạn gia công bổ sung (tẩy gỉ, cán nguội, ủ và cán bóng), khoản chênh lệch giá này thường được bù đắp nhờ chi phí hoàn thiện giảm và tỷ lệ phế phẩm thấp hơn trong các quy trình dập khối lượng lớn và uốn định hình bằng cuộn. Đối với các ứng dụng yêu cầu chất lượng bề mặt cao và dung sai chặt—ví dụ như các tấm vỏ ngoài ô tô và vỏ thiết bị gia dụng—CRC là tiêu chuẩn không thể thay thế.
Khi nào nên chọn cuộn thép cán nguội so với cuộn thép cán nóng
Việc lựa chọn giữa CRC và HRC phụ thuộc vào sự cân bằng giữa chi phí, tính thẩm mỹ và hiệu năng của ứng dụng. Hãy chọn cuộn Lạnh khi bạn cần: bề mặt mịn, có thể sơn được (ví dụ: vỏ bọc hiển thị bên ngoài, đồ nội thất); độ chính xác cao về kích thước (ví dụ: các chi tiết dập phải lắp vừa khít); tăng cường độ bền mà không cần thêm nguyên tố hợp kim; hoặc làm nền cho mạ kẽm hoặc sơn trước khi gia công, trong đó chất lượng bề mặt ảnh hưởng đến khả năng bám dính của lớp phủ. Hãy chọn cuộn Nóng khi ứng dụng yêu cầu độ dày lớn (>3 mm), chịu tải trọng kết cấu nặng (ví dụ: dầm xây dựng, đoạn dầm cầu, khung toa xe đường sắt), hoặc khi vẻ ngoài bề mặt không quan trọng và chi phí là yếu tố quyết định chính (ví dụ: phôi đầu vào cho nhà máy ống và ống thép, thiết bị nông nghiệp, container vận chuyển). Nhiều xưởng gia công thường dự trữ cả hai dạng này: thép cán nóng (HRC) cho các phôi kết cấu nặng và thép cán nguội (CRC) cho các chi tiết tấm chính xác. Bằng cách hiểu rõ những khác biệt này, các kỹ sư và người mua hàng có thể tối ưu hóa việc lựa chọn vật liệu cho từng dự án, cân bằng giữa chi phí vật liệu ban đầu với các yêu cầu về xử lý bề mặt, tỷ lệ phế phẩm và hiệu suất.