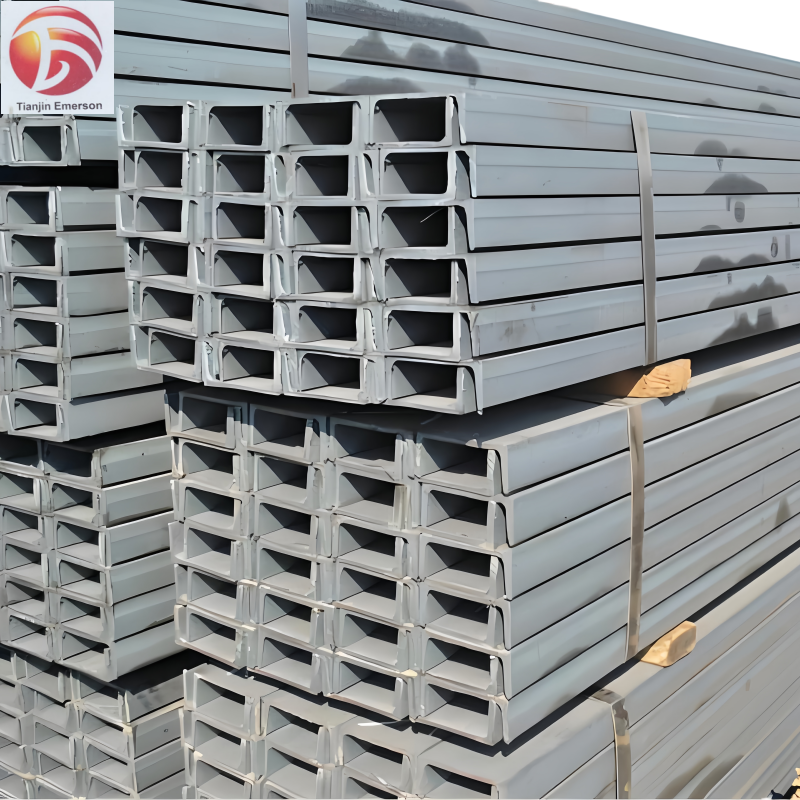
เหล็กช่องมีลักษณะเป็นหน้าตัดรูปตัวซี (C-shaped) หรือรูปตัวยู (U-shaped) ซึ่งประกอบด้วยแผ่นขอบขนานสองด้านที่เชื่อมต่อกันด้วยส่วนเว็บแนวตั้ง โครงสร้างทางเรขาคณิตนี้ให้ข้อได้เปรียบหลักสามประการ ได้แก่ ความแข็งแรงในการดัดตามแนวแกน การต่อเชื่อมที่สะดวก และความสามารถในการปรับใช้ได้ดีในงานก่อสร้างโครงถักและโครงรับน้ำหนัก เหล็กช่องแบบรีดร้อนมาตรฐานจะถูกจำแนกตามข้อกำหนดที่แม่นยำของความกว้างแผ่นขอบ ความหนาของเว็บ และความสูงโดยรวม ขนาดทั่วไปมีตั้งแต่ขนาดเล็ก เช่น 50 มม. × 30 มม. สำหรับงานโครงเบา ไปจนถึงขนาดใหญ่ เช่น 300 มม. × 90 มม. สำหรับคานโครงสร้างหลัก โดยความหนาจะเพิ่มขึ้นตามความต้องการในการรับน้ำหนัก วัสดุหลักคือเหล็กกล้าคาร์บอนต่ำ เช่น ASTM A36 หรือ S235JR/S355JR ซึ่งมีสมรรถนะการเชื่อมที่ยอดเยี่ยมและความแข็งแรงเหมาะสมกับงานก่อสร้างทั่วไป สำหรับสภาพแวดล้อมที่ต้องการความต้านทานการกัดกร่อนที่ดีขึ้น ก็มีผลิตภัณฑ์เหล็กช่องจากสแตนเลส (เช่น เกรด 304) หรือเหล็กช่องชุบสังกะสีสำเร็จรูปก่อนให้เลือกใช้งาน โรงงานของเราจัดเก็บสต็อกไว้จำนวนมาก และรองรับการผลิตตามข้อกำหนดพิเศษที่ปรับแต่งได้ตามระยะเวลาโครงการ
เหล็กช่องทางมีการใช้งานอย่างกว้างขวางในหลายอุตสาหกรรม ทั้งในรูปแบบของโครงสร้างค้ำยันที่มองเห็นได้ และระบบค้ำยันแฝงที่มีความสำคัญ มีบทบาทจำเป็นในงานก่อสร้างและวิศวกรรมโยธา อุตสาหกรรมและเครื่องจักร การขนส่ง และการพัฒนาโครงสร้างพื้นฐาน ความต้องการที่มีอยู่ทั่วไปดังกล่าวทำให้จำเป็นต้องมีขีดความสามารถในการประมวลผลอย่างครอบคลุม สถานที่ของเราสนับสนุนกระบวนการตัด ดัด เชื่อม เจาะ และกระบวนการผลิตอื่น ๆ สำหรับชิ้นส่วนที่ต้องการปรับเปลี่ยน เราสามารถสร้างรอยเว้า รอยตัด และรูเจาะอย่างแม่นยำโดยใช้การตัดพลาสม่าด้วยระบบซีเอ็นซี หรือการเจาะ เพื่ออำนวยความสะดวกในการเชื่อมต่อ รูปแบบโครงสร้างของเหล็กช่องทางรองรับวิธีการต่อเข้าด้วยกันหลายแบบ โดยการเชื่อมให้แรงยึดเกาะที่แข็งแรงที่สุด นอกจากนี้ เหล็กช่องทางสามารถผ่านกระบวนการดัดเย็นโดยใช้เครื่องดัดเพรสเบรก เพื่อสร้างขาแขวนแบบกำหนดเอง หรือชิ้นส่วนค้ำยันโค้ง อย่างไรก็ตาม จำเป็นต้องเลือกแม่พิมพ์อย่างระมัดระวังเพื่อให้เหมาะสมกับหน้าตัดเปิดของมัน
การผลิตเหล็กช่องมีความสำเร็จต้องยึดถือตามหลักเทคนิคสำคัญหลายประการ เพื่อให้มั่นใจในความแข็งแรงของโครงสร้างและความแม่นยำทางมิติ อันดับแรก การออกแบบข้อต่อถือเป็นสิ่งสำคัญยิ่ง: ข้อต่อแบบสลักเกลียวจะต้องได้รับการออกแบบอย่างระมัดระวังเพื่อหลีกเลี่ยงการที่สลักเกลียวนั้นอยู่ใกล้กับขอบของหน้าแปลนหรือส่วนเว็บเกินไป ส่วนข้อต่อแบบเชื่อมต้องควบคุมการบิดเบี้ยวโดยการเตรียมรอยต่อและลำดับการก่อสร้างอย่างเหมาะสม โดยเฉพาะในชิ้นส่วนที่มีช่วงยาว อันดับที่สอง เนื่องจากหน้าตัดของเหล็กช่องมีลักษณะไม่สมมาตร ทำให้มีแนวโน้มเกิดการโก่งตัวด้านข้าง (lateral torsional buckling) มากกว่าหน้าตัดปิด เช่น ท่อเหล็ก จึงจำเป็นต้องออกแบบและติดตั้งระบบยึดเกาะด้านข้างอย่างมีประสิทธิภาพตลอดกระบวนการประกอบและการติดตั้งขั้นสุดท้าย อันดับที่สาม ต้องใช้ลำดับการเชื่อมแบบสลับสมดุล (balanced staggered welding sequences) ขณะผลิตเพื่อลดการบิดงอผิดรูปของหน้าตัด สำหรับคานไอแบบชุบสังกะสี (galvanized I-beams) จะต้องขัดบริเวณที่จะเชื่อมออกก่อนทำการเชื่อม เพื่อป้องกันปัญหาฟองอากาศและควันพิษ จากนั้นจึงต้องทำการเคลือบผิวใหม่หลังจากการเชื่อมเสร็จสิ้น