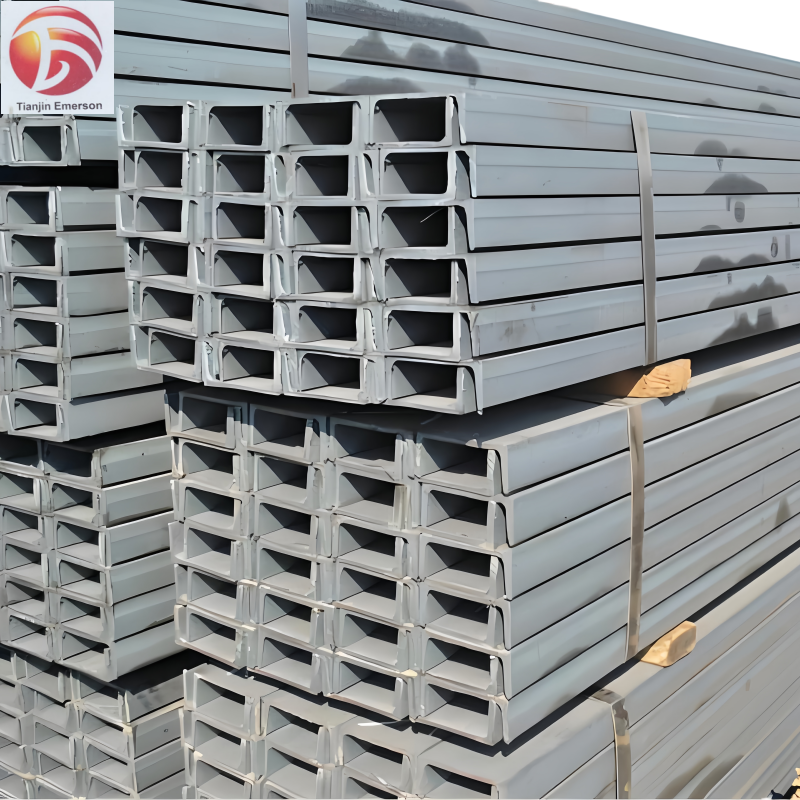
Каналски челик карактерише његов карактеристичан Ц-ови или У-ови пресек, формиран од две паралелне фланге повезане вертикалном мрежом. Његова геометријска структура нуди три главне предности: високу оску окидању чврстоће, погодна својства повезивања, и јаку прилагодљивост у конструкцији оквира и подршке структуре. Стандардни топловалцирани челик се класификује на основу прецизних спецификација ширине фланже, дебљине траке и укупне висине. Уобичајене величине се крећу од малих секција као што је 50 мм × 30 мм за лаган рад у оквиру до великих секција као што су 300 мм × 90 мм за примарне структурне греде, са дебелином која се повећава пропорционално захтевима за оптерећење. Примарни материјал је челик са ниским нивоом угљеника, као што су АСТМ А36 или С235ЈР/С355ЈР, који нуди одличну завариваност и чврстоћу погодну за конвенционалну конструкцију. За окружења која захтевају побољшану отпорност на корозију, доступни су и сорти нерђајућег челика (нпр. 304) или пре-галванизовани производи од каналног челика. Наша фабрика одржава значајан инвентар и подржава прилагођене спецификације прилагођене временским редовима пројекта.
Каналски челик налази широку примену у бројним индустријама, служећи и као видљиве структурне подршке и као критични скривени системи подршке. Неопходно је у грађевинском и грађевинском инжењерству, индустријским и механичким областима, транспорту и развоју инфраструктуре. Таква широка потражња захтева једнако свеобухватне капацитете за обраду. Наше постројење подстиче сечење, савијање, заваривање, бушење и друге производне процесе. За компоненте које захтевају модификацију, постижемо прецизне резе, резе и прободе путем ЦНЦ плазменог резања или бушења како бисмо олакшали повезивање. Структурни облик каналног челика подржава више метода повезивања, а заваривање нуди најробуснију везу. Поред тога, челик за канале може бити ладно савијен помоћу пресаних кочница за стварање прилагођених скокова или закривљених чланова за подршку, иако је пажљив избор штампа неопходан за прилагођавање отвореном поперечном пресеку.
Успешна израда канала од челика захтева поштовање неколико критичних техничких тачака како би се осигурала структурна интегритет и димензионална тачност. Прво, дизајн споја је од највеће важности: вијковити спојеви морају бити прецизно дизајнирани како би се избегло да су вијкови превише близу ивице фланге или мреже; заваране спојеве захтевају контролисану деформацију путем одговарајуће припреме зглоба и секвенцирања конструкције, посебно Друго, због свог асиметричног попречног пресека, челик са каналом је подложнији бочном торзијском изгибању него затворени делови попут челичних цеви. Ефикасно бочно зачепљење мора бити дизајнирано и имплементирано током процеса производње и у коначно инсталираном стању. Треће, балансиране пошањене секвенце заваривања морају се користити током израде како би се минимизирало деформација деформације секције. За галванизоване I-базе, цинк покриће у зони заваривања мора бити измењено пре заваривања како би се спречили проблеми порезности и дима, а затим поново наношење заштитне површине након заваривања.