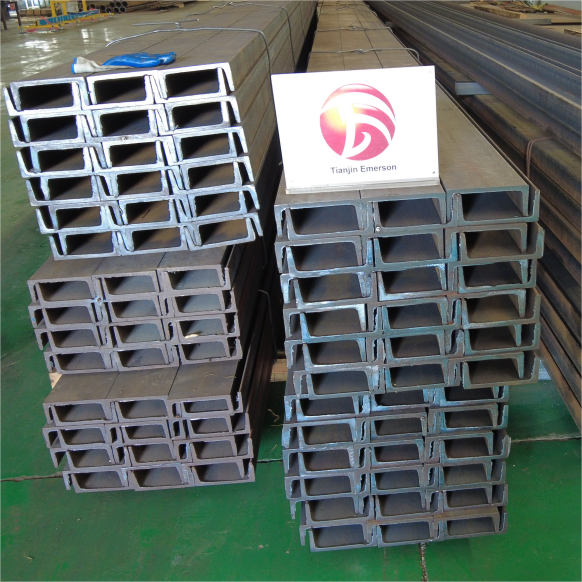
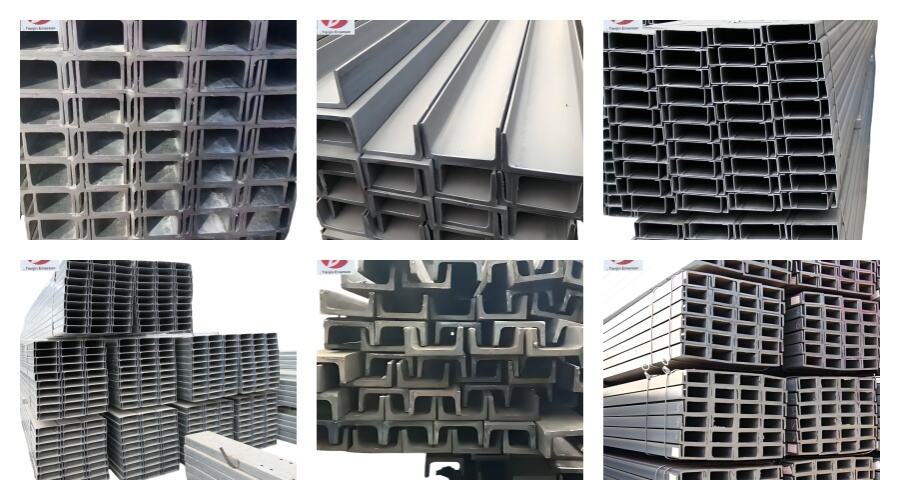
Cięcie i spawanie kanału stalowego C ze stali węglowej SS400, walcowanej na gorąco
- Dostępne są standardy ASTM/JIS/EN/AISI
- Kanały ze stali ocynkowanej również dostępne są na stanie
- Przegląd
- Polecane produkty

Wprowadzenie produktu
Stal kanałowa SS400 (standard JIS) to niskostopowa stal cieślej walcowana stopowana węglem o wytrzymałości na rozciąganie 400 MPa i granicy plastyczności 235 MPa. Charakteryzuje się szerszym zakresem zawartości węgla i manganu w porównaniu do standardowych gatunków, łącząc korzyści ekonomiczne stali węglowej z wytrzymałością stali niskostopowej. Dlatego jest preferowanym otwartym profilem stalowym w zastosowaniach takich jak konstrukcje budynków, podpory urządzeń oraz belki podłużne pojazdów.
Specyfikacja
| Nazwa Produktu | Kanał ze stali węglowej SS400, cieślej walcowany, do cięcia i spawania |
| Technika | Cieślej walcowany lub zimnociągniony |
| Stala | SS400 lub inne gatunki, wszystkie gatunki mogą być dostarczone |
| Standard | JIS/ASTM/AISI/GB/EN |
| Rozmiar | 50-400A 400B |
| Długość | 100 do 12000 mm, cięte do długości |
| Kształt | Kształt litery C |
| Czas dostawy | 3 dni dla stanu magazynowego |
| Certyfikacja | ISO 9001/RoHS |
| Zastosowanie | konstrukcje nośne, podpory urządzeń i belki podłużne pojazdów |
Specyfikacje stanu magazynowego:10#,12#,12.6#,14A,14B,16A,16B,18A,18B,20A,20B,22A,22B,25A,25B,25C,28A,28B,28C,30A,30B,30C,32A,32B,32C,36A,36B,36C,40A,40B,40C,5#,6.3#,8#,10#,12#,12.6#,14A,14B,16A,16B,18A,18B,20A,20B,22A,22B,25A,25B,25C,27A,27B,27C,28A,28B,28C,30A,30B,30C,32A,32B,32C,36A,36B,36C,40A,40B,40C,5#,6.3#,8#
Skład chemiczny SS400
| Stala | C max | Si Max | Mn max | P max | S max % |
| SS400 | 0.22 | 0.3 | 1.4 | 0.035 | 0.035 |
Właściwości mechaniczne SS400
| Stala | wytrzymałość na rozciąganie ((mpa) | granica plastyczności (MPa) | Wydłużenie% |
| SS400 | 400–510 MPa | ≥ 235 MPa | ≥ 21 % |
Zalety stali SS400:
1. Doskonała spawalność: Przy zawartości węgla C≈0,32 nie wymaga podgrzania przed spawaniem dla grubości ≤20 mm. Standardowy drut spawalniczy umożliwia spawanie we wszystkich położeniach.
2. Dobra formowalność: Wydajność gięcia na zimno, tłoczenia i cięcia porównywalna do Q235B, odpowiednia dla wtórnych części tłoczonych i nieregularnie wygiętych elementów.
3. Wysoka dokładność wymiarowa: Tolerancje JIS pozwalają na odchyłkę szerokości półki ±1,5 mm, odchyłkę grubości środnika ±0,6 mm oraz odchyłkę prostoliniowości ≤0,2%, co ułatwia szybkie połączenia śrubowe w konstrukcjach stalowych prefabrykowanych.
4. Niski całkowity koszt: Cena około 100–150 jenów za tonę niższa niż krajowa stal kanałowa Q355B, przy jednoczesnym zapewnieniu wytrzymałości o jedną klasę wyższej niż Q235, co daje doskonałą opłacalność.
Proces produkcji stali kanałowej
1. Przygotowanie surowca: Wybór ciągłej odlewniczej niskowęglowej biletu kwadratowego lub prostokątnego w celu zapobiegania rozprzestrzenianiu się pęknięć powierzchniowych.
2. Nagrzewanie: Podnieść temperaturę do 1200–1250°C przy czasie wygrzewania ≥30 min. Zapewnić, że różnica temperatury w kierunku poziomym na wyjściu nie przekracza 30°C, aby uzyskać jednorodną strukturę austenityczną niezbędną do dalszego wstępnego walcowania.
3. Wstępne i końcowe walcowanie.
4. Chłodzenie kontrolowane: Po walcowaniu gorącym schłodzić na stanowisku chłodzenia do poniżej 300°C, co odpowiada ujęzowieniu. Dla wyższych wymagań dotyczących wytrzymałości, przeprowadzić odpuszczanie online w temperaturze 600°C, aby zmniejszyć wielkość ziarna ferrytu o 1–2 klasy.
5. Prostowanie i cięcie do długości: Powtarzające się gięcie na maszynie prostowniczej z dziewięcioma wałkami zapewnia prostoliniowość ≤1 mm/5 m. Następnie cięcie na zimno na długości 6–12 m z pochyleniem cięcia ≤2 mm; natychmiastowe docieranie karbów na końcach.
6. Kontrola powierzchni i ostateczne przyjęcie: Losowo sprawdzić wymiary, właściwości mechaniczne oraz gięcie. Po pozytywnej kontroli wydać certyfikaty jakości umożliwiające przyjęcie do magazynu.
7. Opcjonalne procesy końcowe: Cynkowanie ogniowe, trawienie oraz inne obróbki powierzchniowe.
Często zadawane pytania
Pytanie: Czy dla tej samej wysokości szersze nogi i grubsze środniki są zawsze lepsze?
Odpowiedź: Niekoniecznie. Szerokie nogi zapewniają większą stateczność boczną, a grubsze środniki zwiększają odporność na ścinanie i ściskanie. Jednak zarówno masa własna, jak i koszt rosną liniowo. Podczas projektowania należy obliczyć minimalny wskaźnik wytrzymałości przekroju, odejmując siłę tnącą od momentu zginającego, aby uniknąć nadmiernego wzmacniania.
Pytanie: Jakie są najczęstsze materiały stosowane do produkcji ceowników?
Odpowiedź: Q235B/SS400 (stal węglowa miękka, niski koszt, łatwa do spawania); Q345B (granica plastyczności 345 MPa, redukcja masy o 15%); Q345C/D lub 20MnVK (odporność na zmęczenie, udarność przy -40°C).
Pytanie: Jak należy dobrać grubość powłoki cynkowej?
Odpowiedź: W suchych środowiskach powłoka cynkowa ≥45 µm; w rejonach nadmorskich lub wilgotnych: ≥65 µm. Alternatywnie można zastosować ceowniki ze stali trudno rdzewiejącej z powłoką cynku-aluminium-magnezu, co podwaja czas eksploatacji.
Pytanie: Czy ceownik można przebijać?
A: Tak, ale średnica otworu musi być ≤ 1,1 grubości środnika, a odległość między otworami ≥ 3d, aby uniknąć znacznego osłabienia przekroju. Gorące przebijanie w temperaturze 550–600 °C powoduje minimalne powstawanie szkali na ściankach otworów i zapewnia o 20% dłuższą żywotność zmęczeniową niż przebijanie na zimno.
P: Czy wszystkie długości ze stanu magazynowego to 6 m?
A: Standardowe długości krajowe to 6 m, 9 m i 12 m. Długości wg norm JIS/EN mogą być cięte na zamówienie z zakresu 4–18 m.
Q:Czy jesteście firmą handlową, czy producentem?
A: Jesteśmy producentem i fabryką specjalizującą się w obróbce metalu, cięciu laserowym, gięciu, spawaniu, cięciu materiałów na długość, frezowaniu – wszystkie rodzaje konstrukcji i części mogą być wyprodukowane na podstawie Twoich rysunków.
P: Jak mogę jak najszybciej uzyskać waszą ofertę?
A: Skontaktuj się proszę:
E-mail: [email protected]
WeChat/WhatsApp/Telefon: +8613512028034