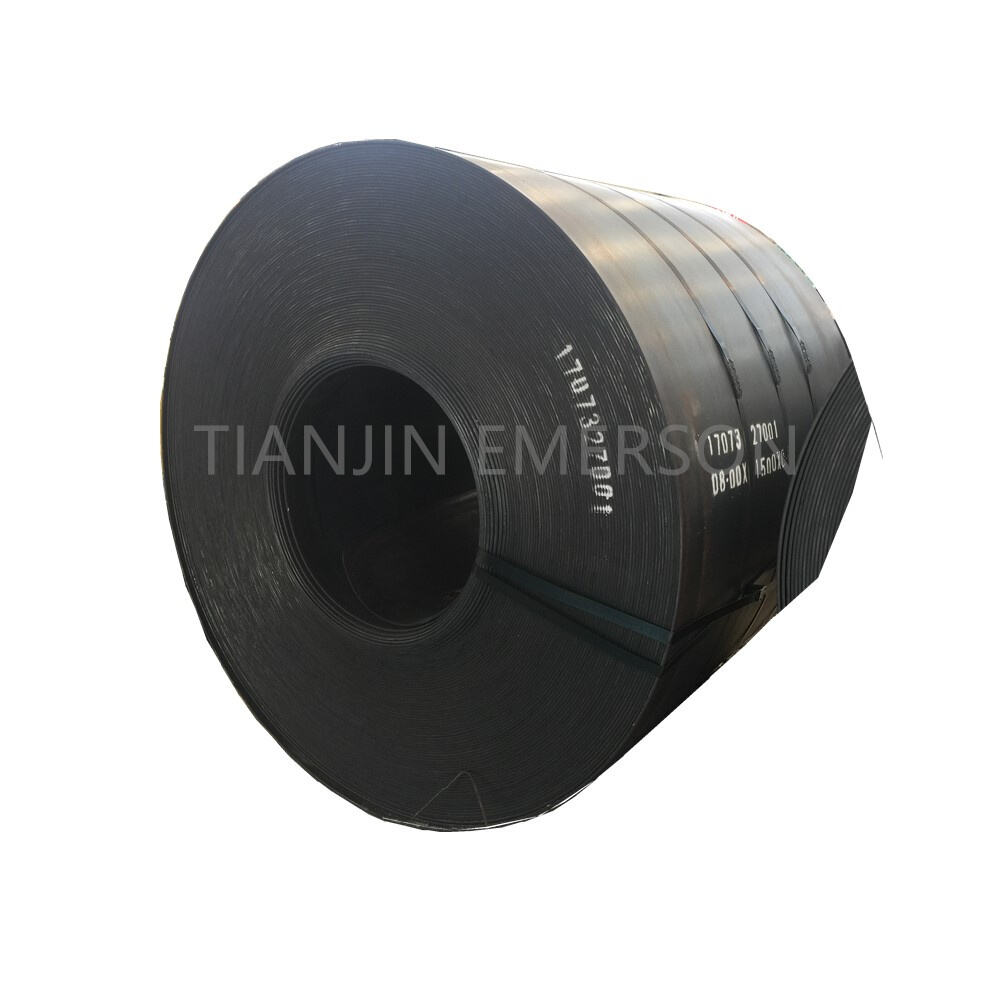
A savban maradó tekercsek (ismert még mint meleghengerelt, savban maradó, olajjal bevonatos acéltekercsek) standard meleghengerelt tekercseken alapulnak, amelyeket speciális kémiai kezelésnek vetnek alá a keményen tapadó hengerlőmű-borítás eltávolítására. Ezt a savban maradás folyamatát folyamatosan hidrokloros vagy kénsavas fürdőkben végzik. A savas mosás után az acélcsíkot alaposan leöblítik a savmaradványok eltávolítása érdekében, majd általában egy vékony, rozsdavédő olajréteggel vonják be. Ez az olajréteg ideiglenes korrózióvédelmet nyújt a tárolás és szállítás során, miközben biztosítja, hogy a felület megfelelő legyen a későbbi feldolgozáshoz. Az így kapott anyag ötvözi a meleghengerelt acél gazdaságos szilárdságát egy tiszta felületi minőséggel, és megfelel a bevonatolási, galvanizálási és mélyhúzásos folyamatok szigorú követelményeinek.
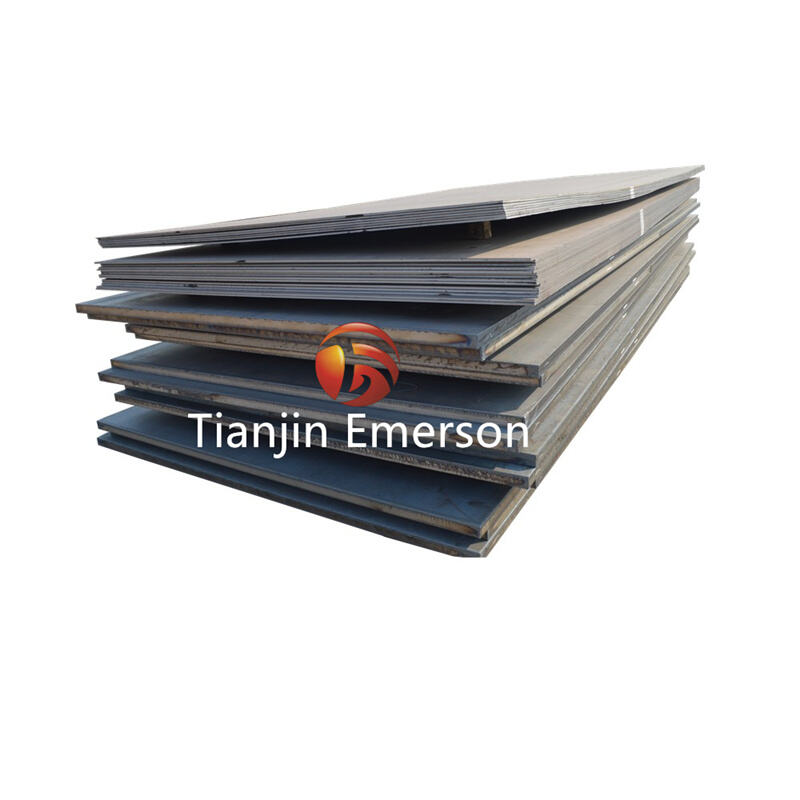
A savban maradó tekercsek acéllemezekké alakításának folyamata: Először a savban maradó tekercseket egy tekercslefejtőre helyezik. A szalagot egy többhengeres kiegyenlítő rendszeren vezetik keresztül, amely irányított hajlítási feszültséget alkalmaz a tekercsek sajátos görbületének megszüntetésére. A modern CTL-gyártósorok pontos vágórendszerekkel vannak felszerelve, amelyek 0,1 mm-től 25 mm-ig terjedő vastagságú anyagokat tudnak feldolgozni. A szabványos szélességek 300 mm-től 2000 mm-ig terjednek, az egyedi vágási hosszak pedig 300 mm-től több mint 6000 mm-ig változhatnak. A méretbeli pontosságot ±0,3 mm-en belül tartják.
A gyártósoron feldolgozott savmaradékmentesített tekercs széles körű acélminőségeket és specifikációkat foglal magában a mechanikai tulajdonságok tekintetében. Gyakran használt minőségek például: kereskedelmi célú acél, amely megfelelő hagyományos alakítási alkalmazásokhoz (pl. DD11–DD14, EN 10111 szabvány); szerkezeti acél (pl. S235JR–S355JR, EN 10025 szabvány); valamint terhelés alatt álló alkatrészekhez szükséges nagy szilárdságú, alacsony ötvözettségű (HSLA) minőségek (S315MC–S700MC, EN 10149 szabvány). Az (EN 10025) szerkezeti acélok és az S315MC–S700MC (EN 10149) nagy szilárdságú, alacsony ötvözettségű (HSLA) acélok kiválóan alkalmasak igényes autóipari és mérnöki alkalmazásokra, amelyek kivételesen jó szilárdság–tömeg arányt igényelnek. A szokásos savmaradékmentesített termékek vastagsága általában 1,2 mm és 6,0 mm között mozog, míg speciális gyártósorok akár 25,4 mm vastagságú anyagok feldolgozására is képesek. A szélességbeli lehetőségek a keskeny vágástól (minimum 10 mm) egészen a 1650 mm-es vagy 2000 mm-es szélességig terjednek a kiindulási tekercsek feldolgozásánál.
A savban maradó tekercsek acéllemezekké történő feldolgozásának alkalmazása szinte minden olyan ipari szektorra kiterjed, amely tisztaságot, alakíthatóságot és hegeszthetőséget igénylő anyagokat használ: az autógyártás, az építőipar, az általános gyártás és ipari berendezések gyártása, a csövek gyártása, a mezőgazdasági gépek gyártása, valamint egyéb területek. Korszerű feldolgozási kapacitásaink lefedik az egész savban maradó tekercsek értékláncát, beleértve a nemzetközi szabványoknak (pl. ASTM A36, SAE 1008/1010 és EN 10025 osztályok) megfelelő, kiváló minőségű nyersanyagok beszerzését, a pontosságot biztosító hidegen hengerelt hőkezelési eljárásokat testreszabható hosszúságú és szélességű méretekkel, valamint fejlett feldolgozási szolgáltatásokat, mint például lézeres vágás, kivágás, hajlítás és hegesztés.