Introduction aux bobines PPGI revêtues de couleur pour l'architecture décorative
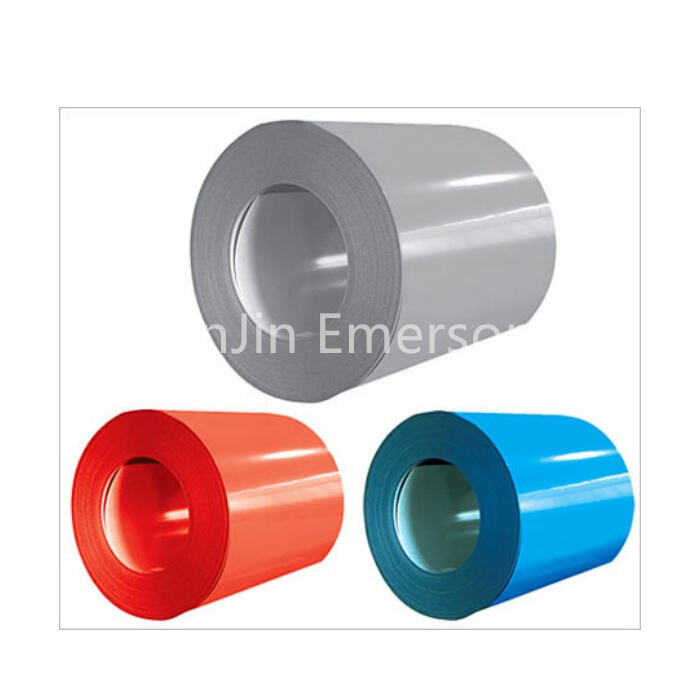
Les bobines en tôle d'acier galvanisé prélaquée (PPGI) sont des produits plats en acier sur lesquels un revêtement polymère protecteur et décoratif est appliqué, combinant la résistance structurelle d'un substrat en acier avec la résistance supérieure à la corrosion d'une couche de zinc ou d'un alliage zinc-aluminium, ainsi que la polyvalence esthétique d'une finition peinte appliquée en usine. Le terme « tôle d'acier prélaquée » est officiellement défini comme une tôle d'acier laminée à froid ou galvanisée, recouverte selon un procédé continu de revêtement par rouleaux, impliquant des étapes précises de prétraitement, notamment le dégraissage, la phosphatation et la conversion chromate, suivies d'une cuisson à haute température de la peinture organique. Dans le domaine de l'architecture décorative, les bobines PPGI sont devenues indispensables grâce à leur capacité à répondre avec précision à des besoins esthétiques variés tout en garantissant une intégrité structurelle durable. Elles offrent une vaste gamme d’effets visuels — allant des aspects métalliques classiques aux revêtements colorés vifs, en passant par des finitions imprimées avancées capables de reproduire des textures naturelles telles que le granit, le bois ou des motifs abstraits — ce qui les rend très prisées pour les façades architecturales, les toitures, les cloisons intérieures et d'autres applications à forte visibilité.
Procédure de production et caractéristiques structurelles clés
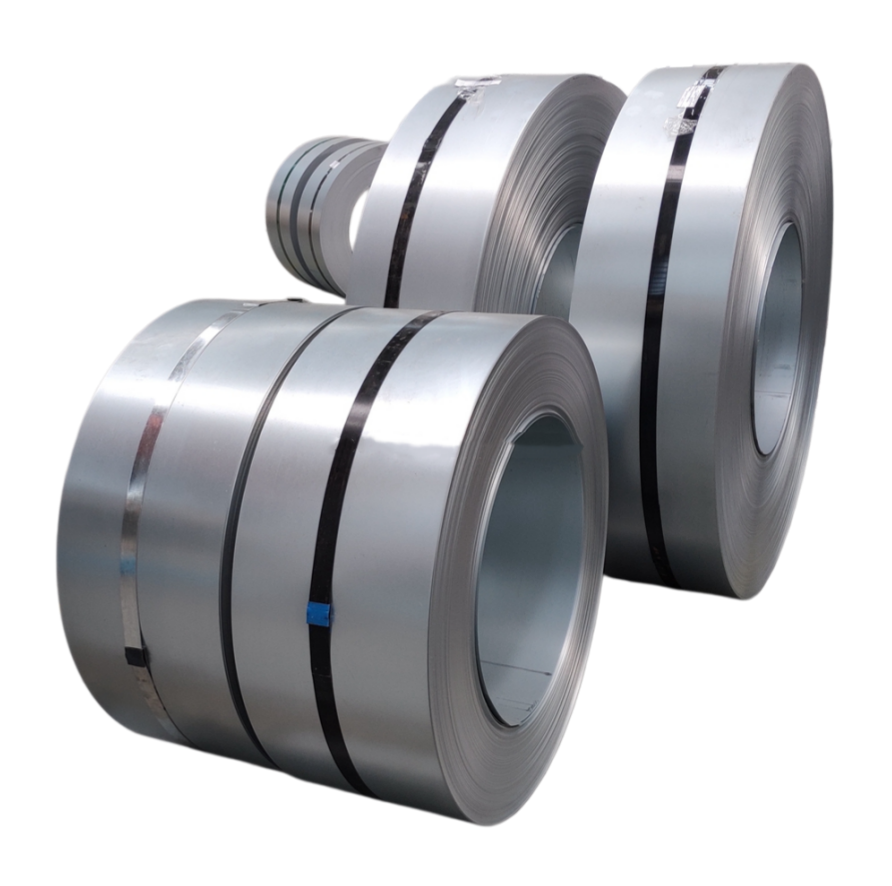
La fabrication de bobines PPGI de haute qualité destinées à un usage architectural implique un procédé multi-étapes hautement contrôlé sur des lignes continues de revêtement de bobines. Ce processus commence par la sélection rigoureuse du métal de base, généralement une bobine d’acier galvanisé à chaud (GI) ou une bobine d’acier revêtue d’un alliage aluminium-zinc galvanisé à chaud (GL), qui subit un passage léger (« skin passing ») afin d’obtenir la planéité et le profil de surface requis. La bobine est ensuite déroulée et nettoyée à l’aide de solutions dégraissantes et de brossage pour éliminer toute huile, saleté ou rouille, puis soumise à un prétraitement chimique comprenant un conditionnement de surface, un traitement de conversion et un chromatement, afin d’assurer une adhérence optimale et une résistance à la corrosion. Le cœur du procédé consiste en l’application par rouleaux de plusieurs couches de peinture : une couche d’apprêt (généralement d’une épaisseur de 5 à 7 µm, à base de résine époxy) assurant l’adhérence et une protection anticorrosion complémentaire, et une couche de finition (généralement d’une épaisseur de 10 à 25 µm) conférant la couleur, le brillant et la résistance aux rayons UV. Cette couche de finition est formulée à partir de différents systèmes de résines : polyester (PE) pour un usage général, polyester modifié au silicone (SMP) pour une meilleure tenue aux intempéries, et fluorure de polyvinylidène (PVDF) pour une rétention supérieure de la couleur dans les zones côtières ou à forte salinité. Après l’application par rouleaux, la bobine entre dans un four de cuisson à haute température (220–250 °C) pour durcissement, puis est refroidie et peut faire l’objet d’un post-traitement optionnel, tel que le gaufrage, afin de créer des motifs en trois dimensions. La bobine finale est ensuite rembobinée et emballée avec un film protecteur et un emballage étanche à l’humidité.
Applications étendues dans la décoration architecturale
Les bobines PPGI revêtues de couleur sont devenues un matériau privilégié dans le secteur de la construction en raison de leur association exceptionnelle de durabilité, de souplesse en matière de conception et d’efficacité économique. Elles sont largement utilisées pour des applications extérieures telles que les tôles de couverture et les bardages muraux destinés aux bâtiments industriels, commerciaux et résidentiels, ainsi que pour les murs de clôture, les clôtures et les supports publicitaires. Dans l’architecture décorative intérieure, les panneaux PPGI sont idéaux pour créer des surfaces modernes et faciles à nettoyer dans les cloisons de bureaux, les cabines d’ascenseur, les devantures commerciales, les stands d’exposition et les espaces de vente haut de gamme, car ils offrent une excellente planéité ainsi qu’une vaste palette de couleurs et de finitions, notamment mates, brillantes ou texturées. Au-delà de la construction traditionnelle, ces bobines sont utilisées dans le secteur des transports, dans la fabrication de meubles et d’appareils électroménagers, ce qui témoigne de leur polyvalence remarquable. La demande croissante de bâtiments à haute efficacité énergétique a également mis en lumière les propriétés réfléchissantes des finitions PPGI : les teintes claires ou « fraîches » peuvent réduire considérablement les besoins en climatisation en réfléchissant le rayonnement solaire, certaines études indiquant une diminution de la consommation énergétique allant jusqu’à 40 % en été. Grâce à des technologies d’impression avancées, les bobines PPGI imprimées sont désormais utilisées pour créer des effets artistiques distinctifs qui rehaussent la qualité esthétique des bâtiments, démontrant ainsi que le PPGI n’est pas seulement un matériau structurel, mais aussi un outil d’expression architecturale créative.
Précautions essentielles pour la découpe et la mise en forme
Les performances supérieures des bobines PPGI dépendent entièrement du maintien de l’intégrité du revêtement pendant la fabrication. Lors de la découpe de tôles ou de bobines PPGI, il est impératif de utiliser des méthodes spécialisées de traitement à froid pour éviter les dommages thermiques. Le cisaillage de précision ou la découpe au laser sont privilégiés, car ces techniques produisent des bords lisses avec quasiment aucun dommage au revêtement. En revanche, les méthodes de découpe par friction, telles que la découpe à l’aide d’une meule abrasive, doivent être strictement évitées, car elles génèrent des températures élevées et des débris qui brûlent ou rayent directement le revêtement. Si la découpe au laser est utilisée, les opérateurs doivent régler soigneusement les paramètres afin d’éviter l’adhérence de poudre métallique chaude sur la surface revêtue. Des outils de coupe tranchants et dédiés, tels que des lames de cisaille revêtues ou des lames de scie dentées, doivent être employés pour garantir une coupe nette sans écaillage de la peinture. Lors des opérations de formage, telles que le pliage, le profilage à rouleaux ou l’emboutissage, il est essentiel de respecter scrupuleusement les paramètres de transformation fournis par le fournisseur du matériau, notamment le rayon de pliage minimal. Pour les revêtements PE de haute qualité, un résultat d’essai de pliage en T égal ou inférieur à 3T, sans fissuration ni délaminage, indique une bonne aptitude au formage. Toutefois, dépasser les limites de déformation recommandées peut provoquer des microfissures, invisibles à l’œil nu, mais qui compromettront la résistance à la corrosion à long terme du matériau. L’utilisation du matériau dans des conditions de basse température (idéalement supérieure à 7 ℃) contribue à maintenir la souplesse du revêtement et à prévenir son fragilisation lors du formage. Lors de l’installation, les professionnels doivent éviter de faire glisser un panneau sur un autre ou de marcher directement sur la surface revêtue, ce qui pourrait causer des rayures.
Directives essentielles en matière de manutention, de stockage et d’entretien
Des protocoles appropriés de stockage, de manutention et d’entretien sont essentiels pour protéger la finition superficielle délicate des bobines PPGI et garantir leurs performances sur toute la durée de vie prévue. Les bobines PPGI doivent être stockées à l’intérieur, dans un environnement sec et bien ventilé , à l’écart des sources d’humidité, de produits chimiques et de milieux corrosifs tels que les acides, les alcalis, les solvants organiques et les sels. L’humidité dans l’entrepôt doit être maintenue à ≤ 70 %, et les bobines doivent être placées sur des palettes ou des rayonnages afin de les maintenir hors du sol, ce qui empêche la formation de rouille et les dégâts causés par l’eau. Lors de l’empilement des bobines, évitez de les empiler trop haut afin de prévenir les indentations et les déformations des couches inférieures. Les bobines doivent être stockées à distance des zones sujettes à la condensation ou aux fortes différences de température, car cela peut entraîner le piégeage d’humidité entre les enroulements et la formation de « rouille blanche » sur les bords découpés. Pendant le transport, il est recommandé d’utiliser des véhicules spécialisés équipés de mesures anti-humidité et de matériaux amortissants, et les bobines doivent être solidement fixées afin d’éviter tout déplacement ou toute collision. Lors de la manutention des bobines, utilisez systématiquement des ventouses ou des sangles rembourrées ; n’utilisez jamais de câbles métalliques ni de crochets métalliques directs, car ceux-ci compriment et endommagent le revêtement. Pour une utilisation en extérieur, comme pour les toitures, la pente des panneaux revêtus ne doit pas être inférieure à 10 degrés afin d’assurer un écoulement correct de l’eau et d’éviter l’accumulation prolongée d’humidité. Si le revêtement est rayé ou endommagé pendant la manutention ou l’installation, il doit être réparé immédiatement à l’aide d’une peinture de retouche spéciale afin de restaurer la barrière protectrice et garantir la durée de vie utile du panneau.
Conclusion : L'avenir des finitions architecturales
Le marché mondial des bobines revêtues de couleur PPGI connaît une croissance significative et devrait atteindre une valeur estimée à 25 milliards de dollars américains en 2024, porté par l'urbanisation, la demande de constructions écoénergétiques et l'évolution des préférences en matière de conception. La polyvalence du PPGI, qui peut être facilement découpé, plié, profilé à froid et installé à l’aide d’outils standards, combinée à la durabilité de son revêtement appliqué en usine, offre aux architectes et aux constructeurs une solution performante et économique, tant pour les nouveaux projets de construction que pour les rénovations. À mesure que les technologies progressent, la disponibilité de PPGI imprimé et de finitions texturées brouillera davantage la frontière entre matériau structurel et support artistique, consolidant ainsi sa position de matériau de pointe dans la décoration architecturale moderne.