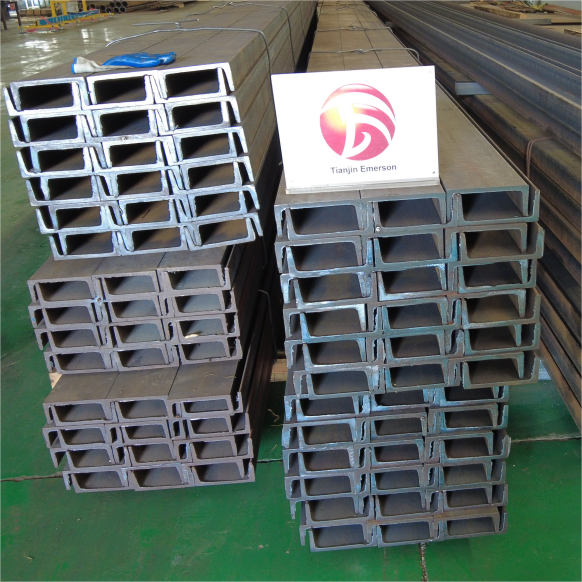
Řezání svařování SS400 za tepla válcovaný uhlíkový ocelový C profil z oceli
- ASTM/JIS/EN/AISI standard je možné dodat
- Galvanizované ocelové profily jsou také k dispozici na skladě
- Přehled
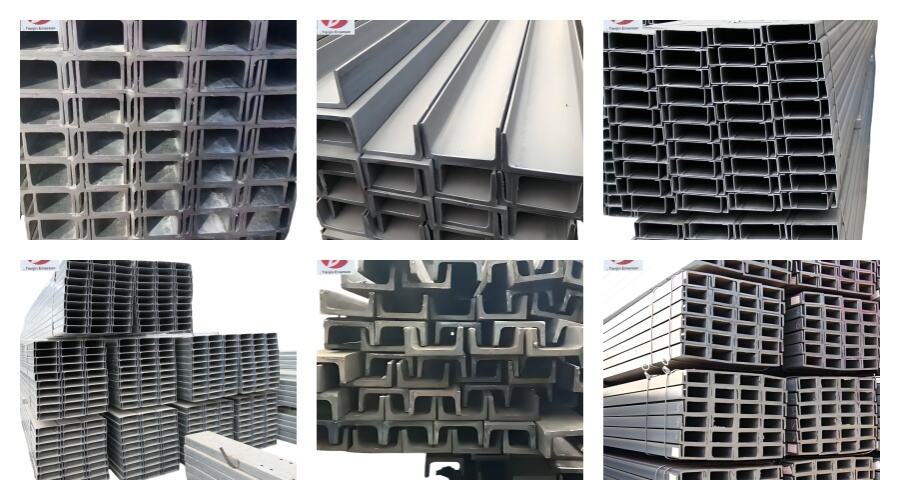
- Doporučené produkty

Zavedení výrobku
SS400 (JIS standard) ocelový žlab je uhlíkově legovaná nízkolegovaná ocel válcovaná za tepla s mezí pevnosti při tahu 400 MPa a mezní kluzu 235 MPa. Ve srovnání se standardními třídami má širší rozsah obsahu uhlíku a manganu, čímž kombinuje ekonomickou výhodnost uhlíkové oceli s pevností nízkolegované oceli. Proto je preferovaným otevřeným ocelovým profilem pro aplikace jako jsou konstrukce budov, nosné konstrukce zařízení a podélné nosníky vozidel.
Specifikace
| Název produktu | Řezání a svařování SS400 válcovaného uhlíkového ocelového C-profilu |
| Technická | Válcované za tepla nebo tažené za studena |
| Třída | SS400 nebo jiné třídy, všechny třídy lze dodat |
| Standard | JIS/ASTM/AISI/GB/EN |
| Rozměr | 50-400A 400B |
| Délka | 100 až 12 000 mm, nařezáno na délku |
| Tvar | Tvar C |
| Doba dodání | 3 dny pro sklad |
| Certifikace | ISO 9001/RoHS |
| Aplikace | konstrukční rámce, podpory zařízení a podélné nosníky vozidel |
SkupinaSpecifikace:10#,12#,12.6#,14A,14B,16A,16B,18A,18B,20A,20B,22A,22B,25A,25B,25C,28A,28B,28C,30A,30B,30C,32A,32B,32C,36A,36B,36C,40A,40B,40C,5#,6.3#,8#,10#,12#,12.6#,14A,14B,16A,16B,18A,18B,20A,20B,22A,22B,25A,25B,25C,27A,27B,27C,28A,28B,28C,30A,30B,30C,32A,32B,32C,36A,36B,36C,40A,40B,40C,5#,6.3#,8#
Chemické složení SS400
| Třída | C max | Si max | Mn max | P max | S max % |
| SS400 | 0.22 | 0.3 | 1.4 | 0.035 | 0.035 |
Mechanické vlastnosti SS400
| Třída | pevnost při tahání (Mpa) | mez kluzu (MPa) | Prodlužování % |
| SS400 | 400–510 MPa | ≥ 235 MPa | ≥ 21 % |
Výhody SS400:
1. Vynikající svařovatelnost: Při obsahu uhlíku C ≈ 0,32 není pro tloušťky ≤ 20 mm vyžadováno předehřívání na stavbě. Standardní svařovací drát umožňuje svařování ve všech polohách.
2. Dobrá tvárnost: Vlastnosti za studena – ohýbání, stříhání a razení – jsou srovnatelné s Q235B, vhodné pro sekundární lisované díly a nerovnoměrně ohýbané komponenty.
3. Vysoká rozměrová přesnost: Tolerance podle JIS ±1,5 mm odchylka šířky pásnice, ±0,6 mm odchylka tloušťky stojiny a odchylka rovnosti ≤ 0,2 %, což usnadňuje rychlé šroubové spoje v prefabrikovaných ocelových konstrukcích.
4. Nízké celkové náklady: Cena je přibližně o 100–150 jenů nižší na tunu než domácí žebrovina Q355B, přičemž pevnost je o jednu třídu vyšší než u Q235, což zajišťuje vynikající poměr cena/výkon.
Výrobní proces žebroviny
1. Příprava surovin: Vyberte siálové ingoty z nízkouhlíkové oceli nebo obdélníkové ingoty z kontinuálního lití, aby se zabránilo šíření povrchových trhlin.
2. Ohřev: Zvyšte teplotu na 1200–1250 °C s dobou výdrže ≥30 min. Zajistěte, aby horizontální rozdíl teploty na výstupu nepřesáhl 30 °C, čímž se dosáhne rovnoměrné austenitické struktury pro následné hrubé válcování.
3. Hrubé a dokončovací válcování.
4. Řízené chlazení: Po horkém válcování nechte materiál chladnout na chladicím stole na teplotu pod 300 °C, což odpovídá normalizačnímu žíhání. U vyšších požadavků na pevnost proveďte online popouštění při 600 °C za účelem zjemnění zrna feritu o 1–2 třídy.
5. Rovnání a řezání na délku: Opakovaným ohýbáním na devítibubnovém horkém rovnači se dosáhne rovnosti ≤1 mm/5 m. Následně se materiál studeně řeže na délky 6–12 m s kuželitostí řezu ≤2 mm; okrajové otřepy jsou automaticky broušeny.
6. Kontrola povrchu a konečný přejímací proces: Náhodně kontrolovat rozměry, mechanické vlastnosti a ohyb. Po úspěšné kontrole vystavit certifikáty kvality pro přijetí do skladu.
7. Volitelné dodatečné zpracování: Ponorná pozinkování, leptání a další povrchové úpravy.
Často kladené otázky
Otázka: U stejné výšky jsou širší nohy a silnější stojiny vždy lepší?
Odpověď: Není to nutné. Širší nohy zajišťují větší příčnou stabilitu a silnější stojiny zvyšují odolnost proti smyku a tlaku. Obě vlastnosti však lineárně zvyšují vlastní hmotnost a náklady. Při návrhu vypočítejte minimální ohybový modul průřezu odečtením posouvající síly od ohybového momentu, abyste předešli nadměrnému dimenzování.
Otázka: Jaké jsou nejběžnější materiály pro tyče tvaru U (channel steel)?
Odpověď: Q235B/SS400 (měkká uhlíková ocel, nízké náklady, snadno svařitelná); Q345B (mez kluzu 345 MPa, snížení hmotnosti o 15 %); Q345C/D nebo 20MnVK (odolnost proti únavě, rázová odolnost do -40 °C).
Otázka: Jak se má volit tloušťka zinkového povlaku?
Odpověď: V suchém prostředí ≥45 µm; v pobřežních oblastech nebo oblastech s vysokou vlhkostí: ≥65 µm. Alternativně lze použít ocelové profily tvaru U z počasnostně odolné oceli s povlakem zinek-hliník-magnésium, který zvyšuje životnost dvojnásobně.
Otázka: Lze tyče tvaru U (channel steel) děrovat?
A: Ano, ale průměr otvoru musí být ≤ 1,1násobek tloušťky stojiny a vzdálenost otvorů ≥ 3d, aby nedošlo k výraznému oslabení průřezu. Horké razení při 550–600 °C vytváří minimální vrstvu okují na stěnách otvorů a zvyšuje únavovou životnost o 20 % ve srovnání s studeným razením.
Q: Jsou všechny skladové délky 6 m?
A: Standardní domácí délky jsou 6 m, 9 m a 12 m. Délky podle norem JIS/EN lze na míru řezat od 4 do 18 m.
Q: Jste obchodní společnost nebo výrobce?
A: Jsme výrobce a továrna specializovaná na zpracování kovových ocelí, laserové řezání, ohýbání, svařování, řezání materiálu na délku, obrábění; všechny typy konstrukcí a dílů lze vyrobit dle vašich výkresů.
Otázka: Jak mohu co nejrychleji získat vaši cenovou nabídku?
Odpověď: Kontaktujte prosím:
E-mail: [email protected]
WeChat/WhatsApp/Mobil: +8613512028034