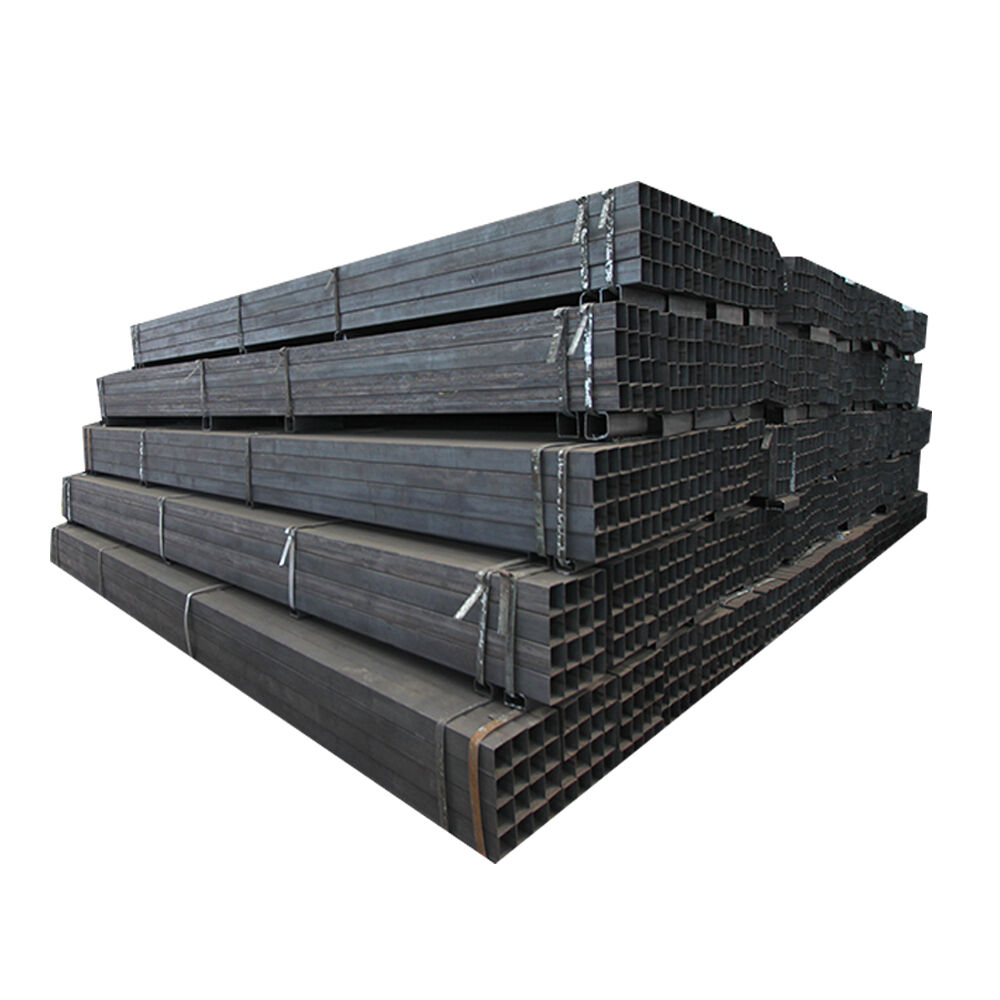
10×10–2000×2000 mm ASTM A572 fyrkantigt ihåligt profilrör rektangulärt stålrör
Vi kan erbjuda olika lagervariabler av stålrör, runda rör, fyrkants- och rektangulära rör, specialformade rör, svetsade rör, sömlösa rör, rostfria stålrör, etc.
- Översikt
- Rekommenderade produkter

Produktintroduktion
ASTM A572-stållegeringar omfattar Gr.42/50/55/60/65, med sträckgräns ≥ 345 MPa och brottgräns ≥ 450 MPa, vilket representerar ett höghållfast låglegerat konstruktionsstål. Fyrkants- och rektangulärrör enligt ASTM A572 har maximala dimensioner på 1200 mm kantlängd och 50 mm väggtjocklek, med en maximal vikt per styck ≤ 1 500 kg. Karakteriseras av hög hållfasthet och seghet och kan bearbetas i en enda operation baserat på ytterdiameter, väggtjocklek, längd, fas, inre partitioner och öppningar. Ytbehandlingar inkluderar svart rör, oljebeläggning, spraymålning, varmförzinkning (200–600 g/m²), förzinkad (40–80 g/m²) eller 3PE-beläggning. Tillämpningar inkluderar pelare i skyskrapor, plattformsborrningar till havs, brotorn, vindkraftverkstorn och dörrramar, hamnmaskiner, gruvtransportbryggor, solcellsställningar, lastbilsskelett för tung belastning samt underständ för järnvägsfordon.
Produktfoton

Specificitet
| Produktnamn | 10×10–2000×2000 mm ASTM A572 fyrkantigt ihåligt profilrör rektangulärt stålrör |
| Teknik |
Varmvalsad (hållfast och slitagebeständig) Kallvalsat (bearbetad vid rumstemperatur, lämplig för tunnplåt av stål) |
| Kvalitet | ASTM A572 (Höghållfast låglegerat strukturstål) |
| Storlek | 10*10-2000*2000 mm |
| Vägg tjockleik | 0.5mm-300mm |
| Längd | 10 mm–1600 mm, anpassad |
| Ytbehandling | Målad/pulverlackerad, varmförzinkning, kallförzinkning |
| OEM/ODM | Tillgänglig |
| Certifikat | ISO9001, RoHS |
| Ansökan |
höghuspelare, plattformsborrningar till havs, brotorn vindturbinstorn och dörrramar, hamnanläggningars maskineri gruvtransportörbryggor, solcellsställningar, tunga lastbilsskelett och järnvägsfordonschassin. |
ASTM A572 Kemisk sammansättning
| Kvalitet | C max | Si max | Mn max | P max | S max | NB | V |
| ASTM A572 | 0.23 | 0.4 | 1.5 | 0.04 | 0.05 | 0.005-0.05 | 0.01-0.15 |
ASTM A572 Mekaniska egenskaper
| Kvalitet | tåthållfasthet (mpa) | brottgräns (MPa) | Förslängning % |
| Gr42 | ≥290 | ≥415 | ≥20 |
| Gr50 | ≥345 | ≥450 | ≥18 |
| Gr55 | ≥380 | ≥485 | ≥18 |
| Gr60 | ≥415 | ≥520 | ≥16 |
| Gr65 | ≥450 | ≥550 | ≥15 |
ASTM A572 Materialprestandafördelar
1. Gr50-styrkan överstiger Q235 med 38 %, vilket möjliggör en minskning av väggtjocklek med 15–20 % vid ekvivalenta laster och stålbesparingar på 8–12 %.
2. CEV ≤0,44; ingen förvärmning krävs för tjocklek ≤25 mm. Svetsens hårdhet ≤220 HV eliminerar risken för kalla sprickor med utmärkt svetsbarhet.
3. Akv ≥34 J vid 0°C, med uppmätta värden på 45–150 J vid -20°C, vilket ger hög seghet lämplig för strukturer under nollgradiga temperaturer och dynamisk belastning.
4. Utmattningsgräns ≈280 MPa (R=0,1), 40 % högre än Q235, idealisk för komponenter med cyklisk belastning som broar och kranbalkar.
5. Omfattande dimensionstäckning: maximal sidolängd 1200 mm, väggtjocklek 50 mm, enhetsvikt ≤1,5 t/m. Uppfyller kraven för "enstyckes-genom"-tillämpningar i stora spännstavlar, höghuspelare och offshore-pålar.
Produktionsprocess för fyrkants- och rektangulärrör
Svetsade fyrkants- och rektangulärrör:
1. Avspolning - Planering
2. Kallböjning
3. Högfrekvenssvetsning: Induktionsvärmning med spole vid 100–400 kHz höjer stötkanterna till 1300–1400°C. Tryck från kompressionsrullar slutför fusionen vid en svetshastighet på 20–50 m/min⁻¹. Inre/yttre burrar avlägsnas omedelbart med planing, vilket ger en svetsbredd på 2–4 mm.
4. Kontroll av svets i linje
5. Kalibrering – Rätning
6. Skärning till längd – Falsade sågkanter
7. Valbar efterbehandling:
Hett-doppad galvanisering: Nedsänkning i 450°C smält zink i 1–3 minuter, zinkbeläggning 45–600 g/m²;
Slutändsfräsning, borrhålspunktering, märkning/kodsprutning;
Sandblästring för rostborttagning till SA2,5 + epoxi zinkrik primer 60 µm.
Svetsfria fyrkants- och rektangulärrör:
1. Svetsfria fyrkants- och rektangulärrör (rund-till-fyrkant omvandling för tjockväggiga högtrycksapplikationer)
2. Billet-uppvärmning → Genomborring → Kontinuerlig valsverk → Dimensionering av runda rör; Flerpassvalsverk "rund → oval → fyrkantig/rektangulär", med ≤12 % reduktion per pass och successivt minskande hörnradien (R);
3. Värmebehandling (normalisering eller härdning och åldring) → Rätning → Icke-destruktiv provning → Skärning till längd.
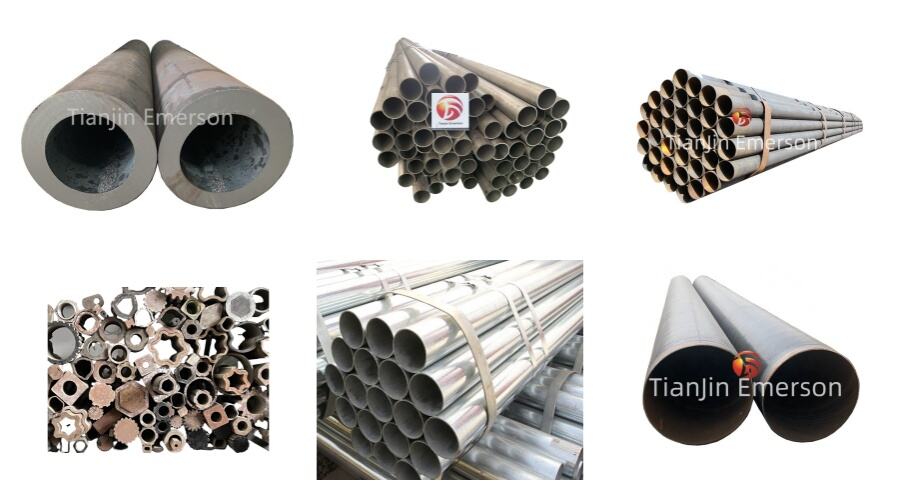
Andra rörprodukter
Vi erbjuder även rostfria stålrör, svetsade rör, sömlösa rör, spiralerör, galvaniserade rör, specialformade rör, tjockväggiga rör och mer. Anpassning är möjligt, och skärning till längd.

Vanliga frågor
F: Vilka fördelar har fyrkantiga och rektangulära rör jämfört med runda rör?
S: De ger en ökning av yttröghetsmomentet med 30–50 %, vilket ger bättre böj- och vridstyrka för samma vikt. Med fyra raka sidor krävs mindre svetsning i fogarna, har ett rent utseende och är lämpliga för synliga konstruktioner.
F: Kan A572 fyrkantiga och rektangulära rör direkt ersätta A36?
A: Styrkan ökar med 38 % (brottgräns 50 vid 345 MPa jämfört med A36 vid 250 MPa), vilket gör att väggtjockleken kan minskas med 15–20 %; dock är priset något högre, och tjocklek på fogplattor samt dimensioner för svetskanter måste verifieras.
Q: Krävs förvärmning vid svetsning?
A: För Gr50 med väggtjocklek ≤25 mm och omgivningstemperatur ≥0°C krävs ingen förvärmning. För Gr60/65 med väggtjocklek >20 mm rekommenderas förvärmning till 100–150°C, följt av spänningsavlastning vid 550°C efter svetsning.
Q: Kan hett-doppad galvanisering utföras?
A: Ja. Zinkbeläggningens tjocklek: 45–600 g/m² (båda sidor). Observera dock att brottgränsen minskar med cirka 5 % efter galvanisering.
Q: Vilka anpassade längder finns tillgängliga?
A: Standardlängder är 5 .8 m / 6 m / 12 m; anpassade längder från 4 till 18 m finns tillgängliga med en tolerans på +50 mm.
Q: Hur kan jag få ert offert så snabbt som möjligt?
A: Vänligen kontakta:
E-post: [email protected]
Wechat/whatsapp/mobil: + 86 13512028034