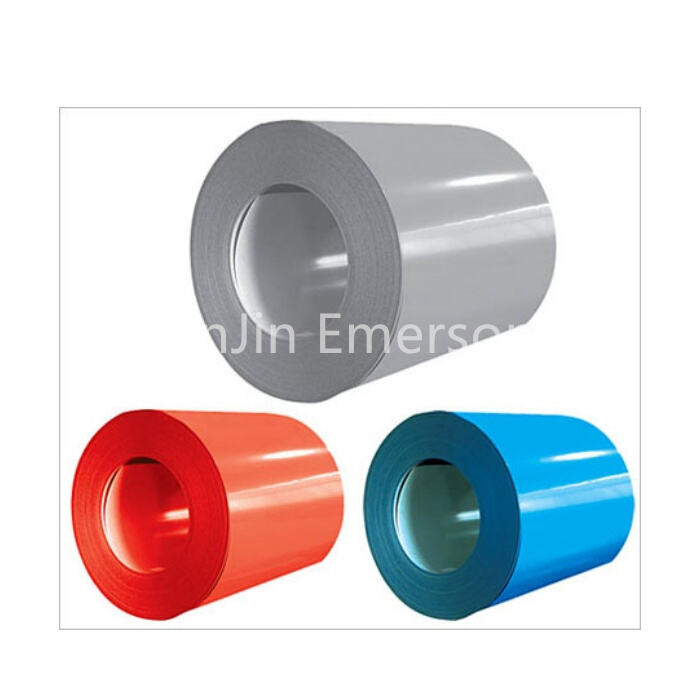
Оцинкованные стальные рулоны сочетают в себе inherent прочность стали с прочным металлическим цинковым покрытием, обеспечивающим долговременную защиту. Процесс оцинкования обычно включает непрерывное горячее цинкование методом погружения, при котором очищенные и отожжённые стальные полосы погружаются в расплавленный цинк при температуре около 450 °C (842 °F). После извлечения точный воздушный нож регулирует толщину покрытия, в результате чего формируется поверхностная структура, состоящая из нескольких слоёв цинк-железо сплавов, покрытых сверху слоем чистого цинка. Толщина этого покрытия измеряется по массе и обычно выражается в граммах на квадратный метр (например, Z60–Z350) или обозначается коммерческими марками, такими как G60, G90, G115. Более высокие значения указывают на более толстые и долговечные цинковые слои. Механизм защиты выполняет двойную функцию: он выступает в качестве прочного физического барьера против воздействия окружающей среды, а также, что ещё важнее, обеспечивает жертвующую катодную защиту. При повреждении (царапине или разрезе) окружающий цинковый слой корродирует раньше, чем лежащая под ним сталь, предотвращая образование ржавчины на обнажённых участках. Это свойство «самовосстановления» лежит в основе широкого применения таких материалов в агрессивных средах.
Для преобразования рулонного материала в пригодные для использования формы на нашем предприятии реализуются ключевые процессы продольной резки с последующим выравниванием (CTL). Рулоны массой в несколько тонн устанавливаются на высокоточные разматыватели, а лента подаётся через много-валковую систему выравнивания. Эта система создаёт точно откалиброванные изгибающие напряжения для устранения естественной кривизны или «деформации рулона», присущей процессу намотки. Данный этап является обязательным для получения действительно плоских и пригодных к дальнейшей обработке листов. Выровненная лента затем поступает на станцию точного измерения и резки, где она разрезается на отдельные листы заданной длины и ширины. Данная услуга позволяет нам поставлять заказчикам гальванизированные листы нестандартных размеров, готовые к немедленному использованию, что оптимизирует расход материала и сокращает отходы по сравнению с закупкой стандартных предварительно нарезанных листов.
Последующая обработка компонентов из оцинкованного листового металла требует специализированных знаний и корректировки параметров для сохранения целостности цинкового покрытия. Использование лазерного станка с напряжением 20 000 В для контурной резки деталей обеспечивает минимальное образование шлака и окисления кромок, что позволяет получать чистые и точные заготовки. При операциях гибки ЧПУ-пресс-тормоза используют специализированные матрицы и методы, предотвращающие подрезание или отслаивание цинкового слоя в зоне радиуса изгиба. Эта комплексная компетенция позволяет нам выступать в качестве вашего единственного поставщика нестандартных оцинкованных деталей. Мы управляем полным циклом работ — от хранения рулонного проката и его выравнивания до высокоточной лазерной резки, формовки, соединения и финишной отделки поверхности, которая может включать порошковое покрытие поверх оцинкованного слоя для улучшения цветопередачи и повышения защитных свойств. От электрических шкафов и воздуховодов систем отопления, вентиляции и кондиционирования воздуха до панелей сельскохозяйственной техники и несущих конструкций — мы поставляем прочные, коррозионностойкие компоненты, разработанные с применением специализированных технологических процессов для обеспечения исключительной эксплуатационной надёжности и длительного срока службы в конкретных условиях применения.