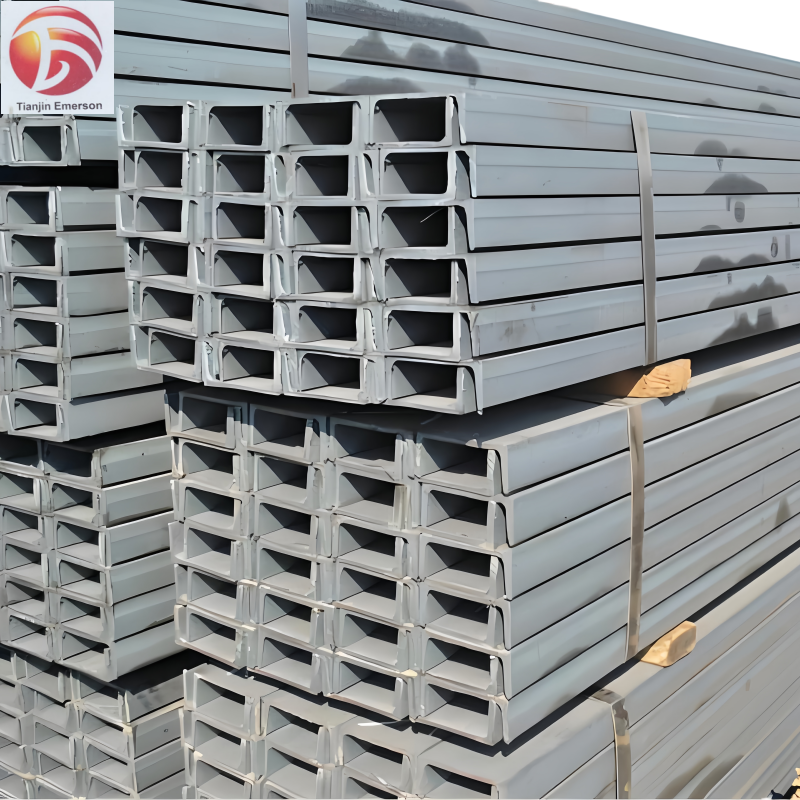
Каналын ган нь хоёр хэвтээ ирмэг болон вертикаль хананд холбогдсон ялгаагүй C-хэлбэр эсвэл U-хэлбэрийн хөндлөн огтлолтой байдаг. Түүний геометр бүтэц нь тэнхлэгийн нугалах эсэргүүцэл, холболтын тохиромж, хүрээ ба дэмжлэгийн бүтэц барьж буйдаа өндөр зохицуулалтын гурван гол давуу талыг санал болгодог. Стандарт халуун олсруулсан каналын гангийн ангилал нь ирмэгийн өргөн, хананы зузаан, нийт өндөр гэх мэт нарийвчилсан техникийн үзүүлэлтүүдэд үндэслэн хийгддэг. Ердийн хэмжээ нь жижиг хэсгүүдээс эхлэн 50 мм × 30 мм (хөнгөн барилга) - аас их хэмжээтэй 300 мм × 90 мм (үндсэн бүтцийн балка) хүртэл хувьсаж, зузаан нь ачааллын шаардлагад нийцүүлэн пропорционал нэмэгддэг. Үндсэн материал нь ASTM A36 эсвэл S235JR/S355JR зэрэг бага нүүрстөрөгчтэй ган бөгөөд хэвийн барилгын ажилд тохиромжтой сайн баглаш болон хүч чадалтай байдаг. Илүү их коррозийн тэсвэрт чадал шаарддаг орчинд нержисны ган (жишээ нь 304) эсвэл урьдчилан цахиуржуулсан каналын ган бас байна. Манай үйлдвэрт томоохон нөөц байгаа бөгөөд төслийн хугацаанд нийцсэн захидалтын техникийн үзүүлэлтүүдийг дэмждэг.
Каналын болон хэрэгслүүр ихэд ашиглагддаг бөгөөд олон салбарт хэрэглэгддэг бөгөөд харагдахуйц бүтээцийн дэмжлэг, чухал нуугдмал дэмжлэгийн системийг хангана. Энэ нь барилга, иргэний байгууламж, үйлдвэрлэл, механик, тээврийн болон инфраструктурын хөгжлийн салбарт үнэхээр чухал үүрэг гүйцэтгэдэг. Ийм өргөн хүрээний эрэлт нь адил л өргөн хүрээний боловсруулалтын чадавхийг шаарддаг. Бидний төв нь огтлох, нугалах, дохиурлах, нүхлэх болон бусад боловсруулалтын процессыг дэмждэг. Өөрчлөлт шаарддаг компонентуудын хувьд холболтыг хангах зорилгоор CNC плазмын огтлолт эсвэл нүхлэлтийн тусламжтайгаар нарийвчлалтай шахалт, огтлолт, нүхлэлтийг хийдэг. Каналын болон хэрэгслүүрийн бүтээц нь холбох олон аргыг дэмждэг бөгөөд дохиурлал нь хамгийн бат бөх холболтыг өгдөг. Мөн каналь болон хэрэгслүүрийг пресс нугалуур ашиглан хүйтэн нугалах замаар захидалт зангилаа эсвэл муруйлттай дэмжлэгийн гишүүдийг үйлдвэрлэх боломжтой байдаг боловч нээлттэй хөндлөн огтлолыг тооцож матрицыг анхааралтай сонгох шаардлагатай.
Хавтан цайны бүтээнэ нь бүтцийн бат бөхийг баталгаажуулах, хэмжээсийн нарийвчлалыг хангахын тулд дараах чухал техникийн цэгүүдийг мөрдөх шаардлагатай. Эхлээд, холболтын загварчлал нь илүү чухал: болтлогдсон холболтыг хяналттай төсөвлөж, болтуудыг хавтангийн ирмэг эсвэл хананы ирмэгт ойрхон байрлуулахаас зайлсхийх ёстой; багана холбосон холболтонд нил ямар ч урт гишүүнд ч хэт их деформацид хүргэхгүйн тулд нийлмэлийн бэлтгэл, барьж буй дарааллыг зохистой удирдах шаардлагатай. Хоёрдугаарт, хөндлөн огтлолын асимметр хэлбэрээс шалтгаалан хавтан цай нь цаасан хоолой шиг хаалттай хэсгүүдтэй харьцуулахад хажуу талын урагдлын доройтолд илүү их өртөмтгий. Иймд үйлдвэрлэл, барилгын угсралтын явц болон эцсийн суурилуулсан байдлын туршид үр дүнтэй хажуу талын боолтуудыг зохион байгуулах, хэрэгжүүлэх шаардлагатай. Гуравдугаарт, хэсгийн муруйх деформацийг хамгийн бага байлгахын тулд жигд, алхамтгалтай байрлалтай багана холбох аргыг ашиглах ёстой. Цайрдуулсан I-хавтантай хувьд баганы бүсэд цайрын давхаргыг багана холбохын өмнө шлифлах ёстой ба ингэснээр нүхтэй болох, утаа гарах асуудлыг саатуулна; дараа нь баганы дараа дахин гадаргуугийн хамгаалалтыг дахин хэрэглэх шаардлагатай.