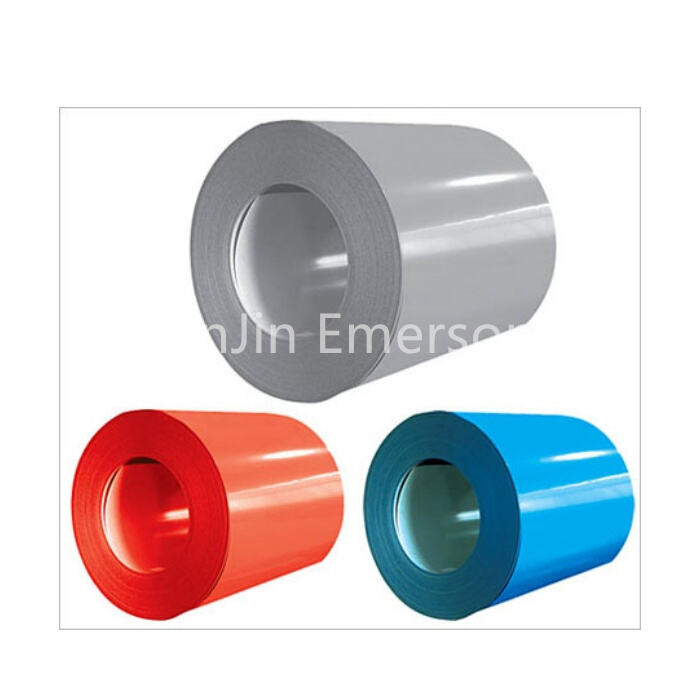
Ferrum zincatum in spiris coniungit vim intrinsecam ferri cum robusta zinci tegmine metallurgice adhaerente, quae protectionem diuturnam praebet. Processus zincationis saepe utitur zincatione continua per immersionem in zincum liquefactum, ubi fasciculi ferrei mundati et recensiti in zincum liquefactum ad temperaturam circiter 450°C (842°F) immerguntur. Post extractionem, culter aeris praecisus spissitudinem tegminis accurate regit, tandem structuram superficialem efformans quae ex pluribus stratis zinci-ferri alligati constat, quae strata superiori strato puro zinci teguntur. Haec tectio pondere metitur, saepius in grammatibus per metrum quadratum (exempli gratia Z60 usque ad Z350) vel per gradus commerciales ut G60, G90, G115 designata. Valores superiores spissitudinem et durabilitatem crassioris strati zinci indicant. Mechanismus eius protector duplex est: primo, agit ut barriera physica robusta adversus factores ambientales; secundo, et potissimum, praebet protectionem catodicam sacrificialem. Cum scinditur aut secatur, stratum zinci circumiacens prius corrumpitur quam ferrum subiectum, ita ne partes apertae ruginem concipiant. Haec proprietas sibi ipsi sanandae fundamentum est eius late usurpationis in ambientibus asperis.
Ut laminas in formis utilibus convertamus, nostrum opus processus praecipuos secandi ad longitudinem determinatam (CTL) et aequandi implent. Bobinae quae plures tonos ponderant in despiratoribus praecisis collocantur, et lamina per systema aequandi plurium rotarum vehitur. Hoc systema tensiones flectionis accurate regulatas adhibet, ut curvatura naturalis vel «distortio bobinae», quae ex ipso processo spirandi oritur, tollatur. Haec gradus ad producendas laminas vere planas et tractabiles necessarius est. Lamina aequata deinde ad stacionem mensurandi et secandi praecisam procedit, ubi in laminas singulas longitudinis et latitudinis specificatae secatur. Hoc officium nobis permittit ut clientibus laminas zincatas ad mensuram, paratas ad usum, suppeditemus, ut utilisatio materiae optime efficiatur et absumptio minuatur, comparata cum emptione laminarum praesectorum normalium.
Posterior elaboratio componentium ex lamina metallica zincata specialis peritiae et adaptationum parametrorum postulat, ut integritas strati zinci servetur. Usus machinae ad recidendum per laser 20 000 V ad delineandos contornos partium minimam scoriarum quantitatem et oxidationem marginum efficit, ita ut laminæ puræ ac praecisæ obtineantur. In operationibus flectendi, freni prementes CNC cunei et technicas speciales adhibent, ne stratum zinci subfodiatur aut exfolietur in radio flectionis. Haec facultas completa nos facit unicum vestrum socium pro partibus ad mensuram zincatis. Nos universum processum administramus, a reposito stockorum in coil et aplanatione usque ad praecisam sectionem per laser, formandam, coniungendam et finalem finitionem superficiei—quae includere potest pulverulentam applicationem coloris super stratum zincatum, ut expressio coloris et protectiva efficacia augerentur. Ab arculis electricis et ductibus HVAC usque ad tabulas instrumentorum agricolarum et ad sustentacula structurales, nos componentes durabiles et corrosioni resistentes suppeditamus, quae arte speciali sunt elaborata, ut in certis casibus applicationum praestantia egregia et durabilitas longa assequantur.