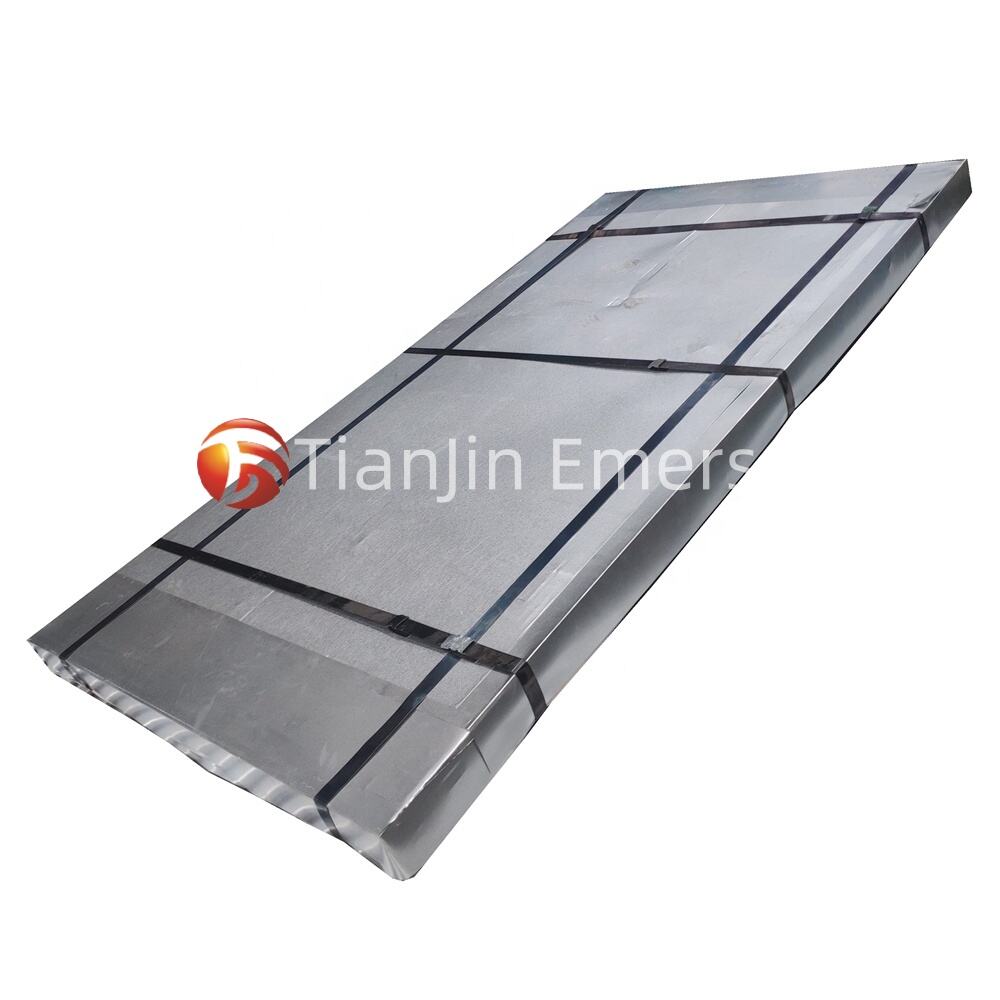
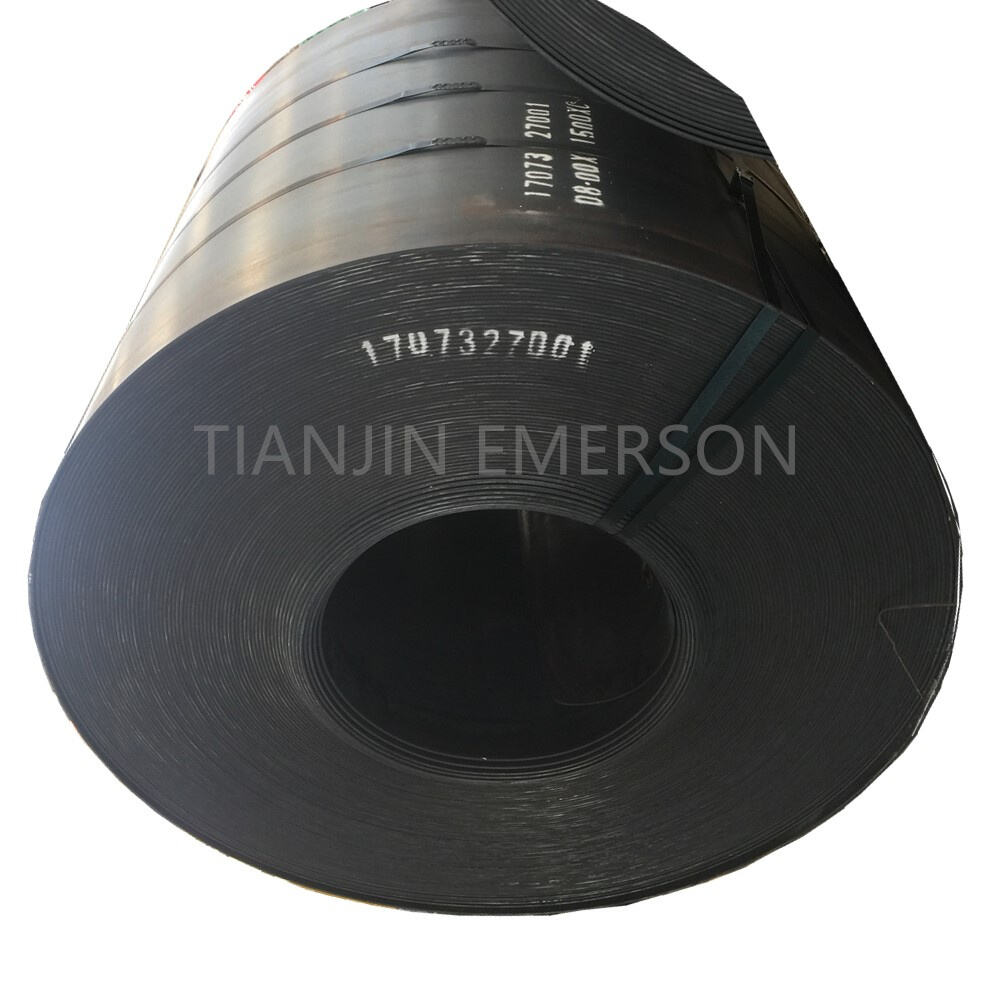
Spirae ex accipitro carbonaceo materiam primam fundamentalem pro fabrica universalis praebent. Eorum productio magni momenti processus continuos industriales implent, qui saepe fornaces basi oxygenni (BOF) vel fornaces arcu electrico (EAF) utuntur. Accipiter liquefactus in massas crassas funditur, quae deinde rursum calefiunt et in molas laminandas calidas ad laminandum continuo inseruntur. Processus laminandi calidi spissitudinem massarum accurate regit inter duo millimetra et plus quam decem millimetra, dum simul in fasciculos tenuis continuos producuntur, quorum longitudo milia passuum attingere potest. Postquam fasciculus ex ultima mola laminanda exit, in rotas convolvitur ad manutentionem efficacem, formans spiram laminatam calide (HRC). Superficiem eius stratum oxidi characteristicum, quod vulgo 'mill scale' appellatur, operit. Ad applicationes quae superficies leniores, angustiores tolerantias dimensionales, et meliores proprietates mechanicas postulant, spirae laminatae calide ulterius tractantur. Primum, desquamatio acida stratum tollit; deinde laminatio frigida ad temperaturam ambientem ad specificata exactiora et tenuiora consequenda fit, tandem spiras laminatas frigide formans. Hic processus frigidus laboris significanter vim et duritiem accipitri augent. Denique, spirae annealari possunt in atmosphaera regulata ad ductilitatem restituendam et tensiones internas removendas, ut ad arduos processus formativos idoneae fiant. Haec rigida catena productiva denique hanc materiam versatilis et altius fortis efficit, quae fundamentum est innumerabilium industrium.
Ferrum carbonicum in spiris adhibetur ad usus latissimos, praesertim ad omnes artes quae modernam structuram et commercium constituunt. Spira calido laminata optima est ad usus structurales et gravissimos, ubi praestantia superficiei cedit locum fortitudini et commoda pretii. Adhibetur ad fabricandos sectiones structurales (trabes I-formes, canales), ad formandas tubas, ad fabricandos autovehiculorum cunctos, ad vehicula ferroviaria, et ad continentes navalia. Spira frigido laminata, quae praestat in qualitate superficiei et stabilitate dimensionum, optima est ad producta exacta, ad finitiones lucidas, et ad processus subsequentes tegendi. Usus eius principales sunt: tabulae corporis autovehiculorum, tegmina apparatus domesticorum (refrigeratores, machinae lavantes), mobilia, lucernae, et varia alia exempla fabricationis technicae generalis. Ut societas metallica plene operans cum copiosa spira in magazino, nos praebemus servitium praecisum scindendi, quo spira ampla principalis dividitur in plures spiras angustas certis latitudinibus. Praeterea praebemus servitium caedendi ad longitudinem, quod evitat deformationem spire per aplanandum antequam caedatur in laminas singulas exactas dimensionibus. Haec praeparatio est critica: optimizat dispositionem materiae ut minimizentur reliquiae in programmatibus conglobandi, simulque permittit tractationem directam. Hoc tempus manuum internarum clientium notabiliter minuit et pretium materiae demittit.
Transformatio ab inrotatis aut laminis elaboratis ad componentes perfectos est etiam specialitas fabricae nostrae. Pro partibus quae in inclosum, in sustentacula, aut in chassim utuntur, materiale planum laminarum primo subicitur praeciso exscindendi processui. Noster systema laser-cisionis 20 000 V laminas ex accipitro ferreo in contornos complexos convertit cum velocitate egregia et qualitate marginum, tractans crassitudines a tenuissimis usque ad 25 millimetra. Laminulae exscissae deinde ad processum flexionis CNC progrediuntur. Ibi ductilitas accipitrorum ferreorum paucocarboniferorum, ut ASTM A36 vel 1008, plene adhibetur. Partes ad angulos praecisos flectuntur, quae facultatem praebent producendi omnia, a simplicibus sustentaculis usque ad complexas compositiones multiflexas. Pro processibus coniungendi, servitia professionalia soldaturae utimur, praecipue efficacem technologiam Gas Metal Arc Welding (GMAW/MIG) ad creandos iuncturas robustas et durabiles pro telis et structuris. Quoniam accipitrum ferreum corrosioni obnoxium est, tractatio superficiei ultimus et criticus processus est. Componentes per sabulam iactandam praeparamus et per solidas systemata pulveris picturae aut picturae industrialis applicamus, ut utramque functionem ornandi et protegendi praestemus. Pro partibus quae in aere aperto aut in asperis condicionibus exponuntur, galvanizatio per immersionem in calido zinci fuso optimam longae durationis resistentiam corrosioni praebet. Ab suppeditatione crudi inrotati ad delationem perfectarum pictarum compositionum, systema nostrum verticaliter integratum solutionem unius loci controlletam et efficacem offert, quae accipitrum ferreum crassum in componentes ad mensuram ad altam praestantiam transformant.