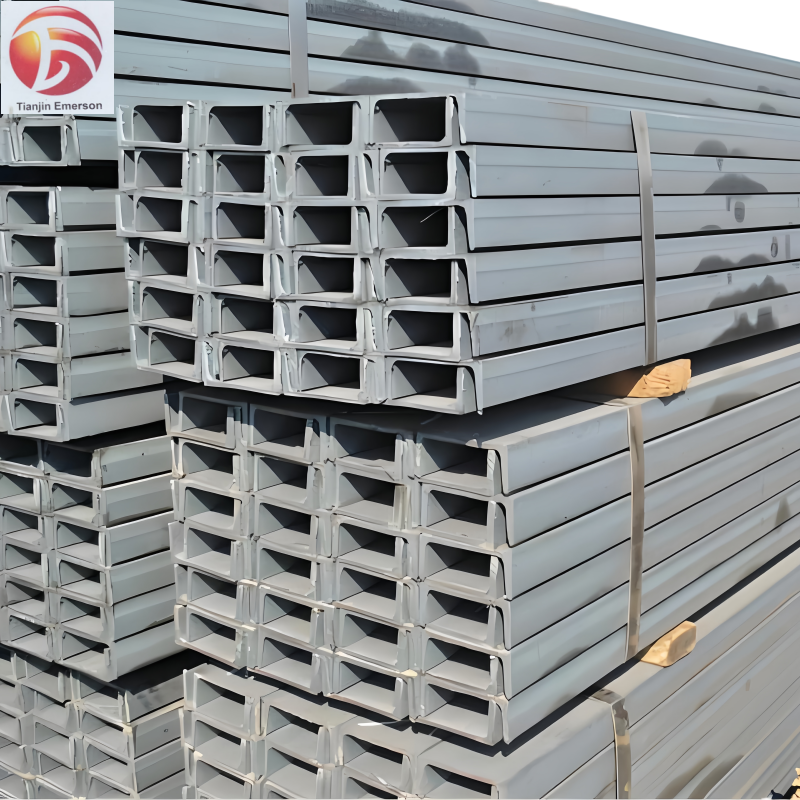
Ferrum canaliforme caracteristicum est sectione transversa C-formi vel U-formi, quae ex duobus alis parallelis et dorso verticali coniunctis constat. Structura sua geometrica tribus praecipuis commodis gaudet: magna fortitudine flectendi axialem, opportunitate connexione, et valida accommodatione in constructione structurarum et substructionum. Ferrum canaliforme vulgare coactum calore taxatur secundum specifica certa latitudinis alarum, crassitudinis dorsi, et altitudinis totalis. Mensiones communes a parvis sectionibus ut 50mm × 30mm pro armationibus levis usus ad magnas sectiones ut 300mm × 90mm pro trabibus principalibus variant, crassitudoque pro ratione oneris ferendi augetur. Materia prima est ferrum carbonis exigui, ut ASTM A36 vel S235JR/S355JR, quod optimam saldabilitatem et fortitudinem praebet aptam ad constructionem vulgarem. Pro locis ubi maior resistentia corrosioni requiritur, species ferrum non ferrugineum (exempli gratia 304) vel producta ferri canaliformis praegalvanizati etiam habentur. Fabrica nostra copias magnas servat et specifica ad mensuram secundum tempora opificii admittit.
Ferrum canaliforme late adhibetur in variis industriae ramis, tam ut structurae visibiles quam etiam ut systemata operta sustentationis critica. Indispensabile est in aedificiis et ingenieria civili, in campis industrialibus et mechanicis, in transportibus atque in evolutione infrastructurae. Tanta diffusa necessitas parilem amplitudinem facultatum elaborandi requirit. Nostra facies praestat secandum, flectendum, soldandum, forandum et alios processus fabricandi. Componentibus modificandis, incisiones, sectiones et foramina percussa per plasma CNC vel foratura fiunt ad nexiones efficiendas. Forma structuralis ferri canaliformis plures iunctionum methodos admittit, inter quas soldatura vinculum firmissimum praebet. Praeterea ferrum canaliforme flecti potest frigore pressis ad formandas armaturas speciales aut partes curvas sustentantes, sed electio clavium caute fieri debet, ut sectionem apertam recipiat.
Fabricatio felix sarcinae canalicularis praesupponit servationem punctorum technicorum plurium ad integritatem structuralem et fidem dimensionalem conservandam. Primo, descriptio connectionis est capitalis: connectiones bullonatae diligenter sunt describendae ne bullae nimis prope margines alae vel animi sint; connectiones soldatas deformatio moderanda per aptam preparationem iuncturae et ordinem constructionis exigit, praesertim in membrorum longisspannorum. Secundo, ob sectionem suam asymmetricam, sarcina canalicularis magis subiecta est flexioni tortuosa laterali quam sectiones clausae ut tubi ferrei. Bracchia lateralia efficacia debent describi et impleari per totum processum aggregationis manufacturandi et in statu ultimo installato. Tertio, sequentiae soldationis alternatae aequilibratae adhibendae sunt durante fabricatione ut deformitas torsionis sectionis minuatur. Pro trabibus I galvanizatis, zincum tegumentum in zona soldatura ante soldandum frangendum est ut porositas et problemata fumorum vitentur, deinde protectio superficiei post soldandum iterum applicanda est.