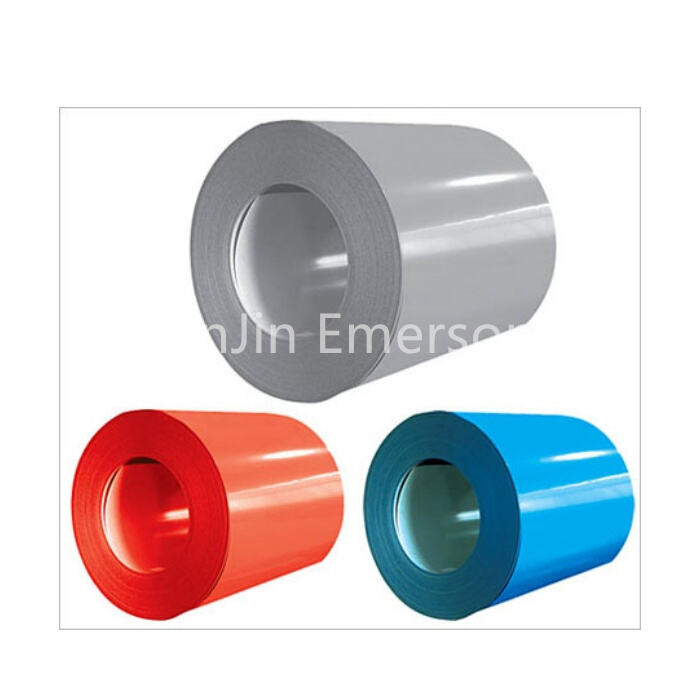
Гальванизациялық болат орамдары болаттың тән беріктігін мырыштың берік металлургиялық байланысқан қабатымен ұштастырады, бұл ұзақ мерзімді қорғаныс қамтамасыз етеді. Гальванизация процесі әдетте үздіксіз ыстық батырма гальванизациясын қолданады, онда тазартылған және жылумен өңделген болат жолақтары шамамен 450°C (842°F) температурада сұйық мырышқа батырылады. Шығарылғаннан кейін дәлдікпен жасалған ауа пышағы қабат қалыңдығын ұқыпты түрде реттейді, нәтижесінде беткі құрылым мырыш-темір қоспаларының бірнеше қабатынан және оның үстіне таза мырыш қабатынан тұрады. Бұл қабат салмағы бойынша өлшенеді, әдетте грамм/квадрат метр (мысалы, Z60–Z350) немесе коммерциялық маркалармен (G60, G90, G115) белгіленеді. Жоғары мәндер мырыш қабатының қалыңдығы мен тұрақтылығын көрсетеді. Оның қорғаныс механизмі екі мақсатқа қызмет етеді: біріншіден, сыртқы факторларға қарсы берік физикалық кедергі ретінде, екіншіден — маңыздырақ, құрбан болатын катодтық қорғаныс қамтамасыз ету. Егер орам сызылса немесе кесілсе, мырыш қабаты темір негізінің бетінен бұрын коррозияға ұшырайды, сондықтан ашық аймақтардың шіріге бастауын болдырмаған болады. Бұл өзін-өзі түзететін қасиет оны қатал орталарда кеңінен қолдануға негіз болып табылады.
Сығымтал материалды пайдалануға болатын формаларға айналдыру үшін біздің кәсіпорнымызда маңызды «ұзындығы бойынша кесу» (CTL) және деформациясын жою процестері іске асырылады. Бірнеше тонна салмағы бар орамдар дәлме-дәл орамдарды ашу құрылғыларына орнатылады, ал лента көпвалды деформациясын жою жүйесі арқылы өтеді. Бұл жүйе орамдау процесіне тән табиғи иілу немесе «орам деформациясын» жою үшін дәл есептелген иілу кернеулерін қолданады. Бұл кезең шынымен жазық, өңдеуге жарамды парақтар алу үшін маңызды. Деформациясы жойылған лента одан әрі дәл өлшеу және кесу станциясына барады, мұнда ол көрсетілген ұзындық пен ені бойынша жеке парақтарға кесіледі. Бұл қызмет бізге клиенттерге қажетті өлшемдегі, дайын қолдануға болатын цинктелген парақтарды ұсынуға мүмкіндік береді; бұл алдын ала кесілген стандартты парақтарды сатып алуға қарағанда материалдың пайдаланылуын арттырады және қалдықтарды азайтады.
Цинктелген тұтас металл бұйымдарын кейінгі өңдеу үшін цинк қабатының бүтіндігін сақтау мақсатында мамандандырылған білім мен параметрлерді реттеу қажет. Бөлшектердің контурын 20 000 В лазерлік кесу қондырғысымен кесу кезінде шлактың аз болуы мен жиегінің тотығуы минималды болады, нәтижесінде таза және дәл шаблондар алынады. Бұрылу операциялары кезінде ЧПУ-лық престерде цинк қабатының бұрылу радиусында қиылуы немесе көтерілуін болдырмау үшін мамандандырылған матрицалар мен әдістер қолданылады. Бұл толық қабілеттілік бізге сіздің цинктелген қосымша бұйымдарыңызға бірден қызмет ететін жалғыз қамтамасыз етуші серіктес болуға мүмкіндік береді. Біз осы процестің толық циклын — рулондық материалдың қоймасы мен деңгейлеуінен бастап, дәл лазерлік кесуден, пішімдеуден, біріктіруден және соңғы беттік өңдеуге дейін — басқаратын боламыз; соңғы беттік өңдеу цинктелген қабаттың үстіне порошкалық бояу қолдануды қамтуы мүмкін, бұл түс беруді жақсартады және қорғаныс қасиеттерін күшейтеді. Электр қораптарынан, ЖЖК желдету құбырларынан бастап ауыл шаруашылығы жабдықтарының панелдері мен құрылымдық көтергіш элементтеріне дейін біз сипатына сай мамандандырылған технологиялармен жасалған, тұрақты жұмыс істеуге және ұзақ мерзімді тұрақтылыққа қолайлы, тозуға төзімді компоненттерді жеткіземіз.