Негізгі айырмашылықты түсіну: Температура
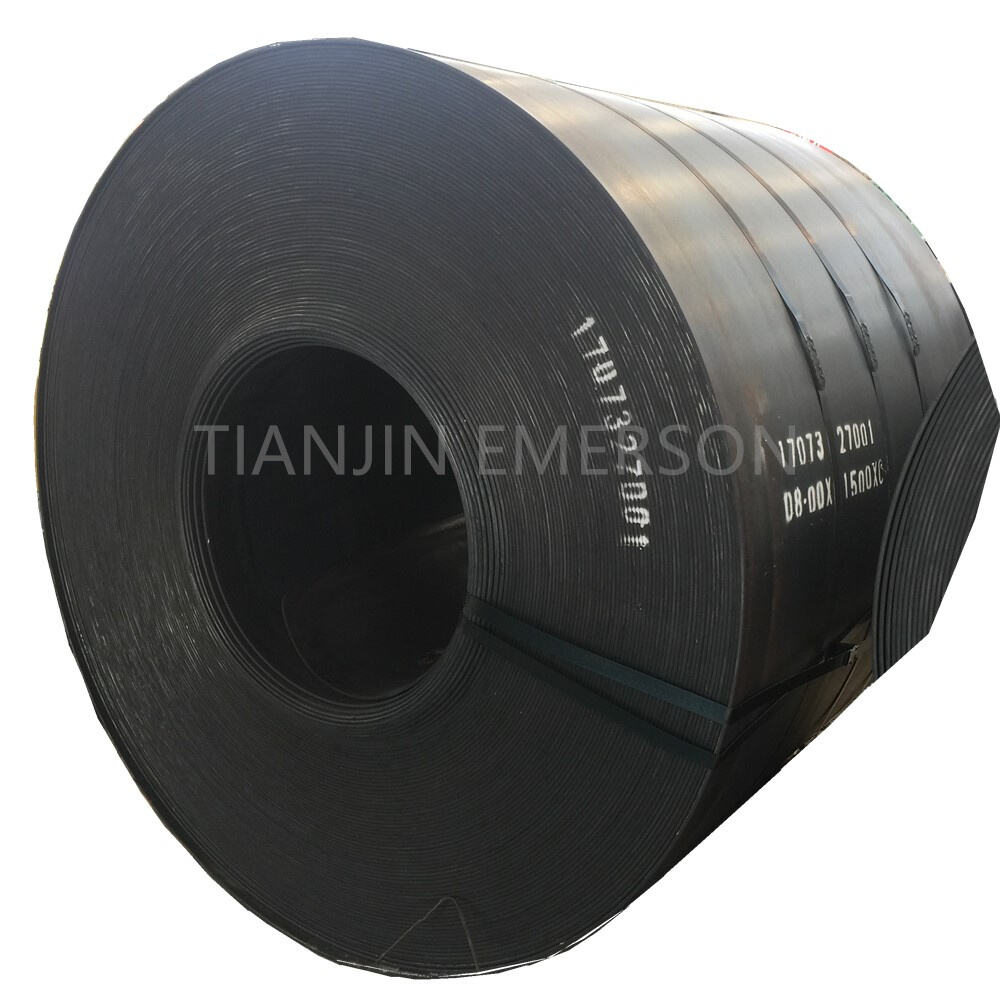
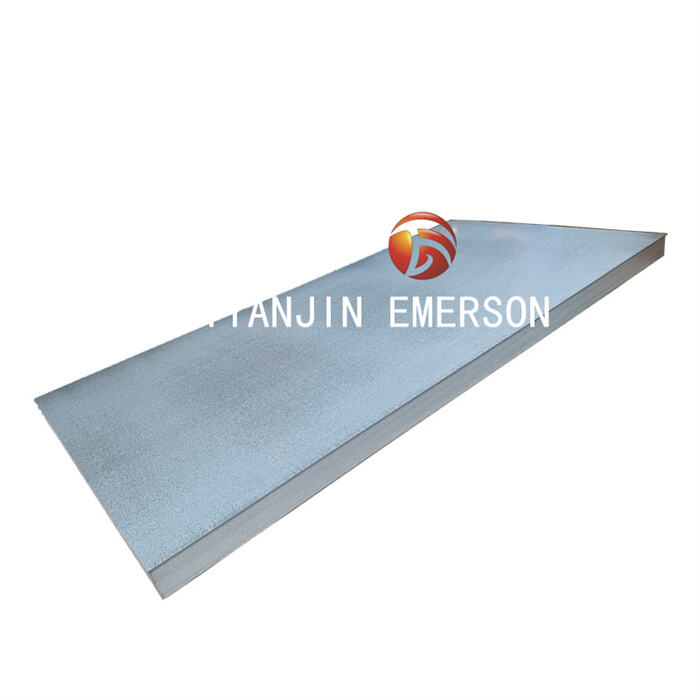
Суытқаннан кейін дайындалған (CR) және ыстықтан кейін дайындалған (HR) болат арасындағы айырма толығымен болаттың бастапқы пішінделуден кейін өңделетін температурасында жатыр. Ыстықтан кейін дайындалған болат өте жоғары температурада — әдетте 1700°F (шамамен 925°C) жоғары, яғни болаттың қайта кристалдану температурасынан айтарлықтай жоғары температурада домалақталады . Бұл жоғары температурада болат өте икемді және пішінделуге ыңғайлы болып келеді, ол үлкен конструкциялық бөліктерге, плиталарға, рулондарға және арқалықтарға жеңіл пішін беруге мүмкіндік береді дайындалғаннан кейін болат бұйымдар қалыпты температурада табиғи түрде салқындайды. Алайда, бұл салқындату кезеңінде материал оңай сығылады, нәтижесінде дәлдігі төмен өлшемдер мен тотығу нәтижесінде пайда болған (таспа қабығы) қатты, тегіс емес бет пайда болады. салыстыру үшін, суытқаннан кейінгі болат — бұл таспа қабығын химиялық тазарту арқылы (кислоталық тазарту) жойғаннан кейін қалыпты немесе жақын температурада қайтадан таспаған ыстық таспаланған болат. бұл екінші суытқаннан кейінгі деформация рекристалдану температурасының төменінде жүзеге асады және болаттың кристалдық құрылымын жұмыс қаттығуы немесе деформация қаттығуы арқылы негізінен өзгертеді. .
Негізгі айырымдар: беті, дәлдік шегі және беріктік
Суытқаннан кейінгі таспалау процесі CR болатын HR болаттан айыратын үш айқын артықшылық береді. Біріншіден, тауып отыру cR болатының беті тегіс, таза, жиі қолданысқа дайын болған, сондықтан оны бояуға, металл көмекші қабатын (пластикация) қоюға немесе басқа да қабаттамаға арналған қосымша дайындықсыз қолдануға болады; ал HR болатының беті тұтас қабыршақты оксид қабаты («милл-шкала») мен дөңгелектелген жиектері бар қара-көк түсті, тегіс емес бетке ие. өндіретін компаниялар үшін әсіресе пайдалы болуы мүмкін. Екіншіден, өлшемдік дәлдік cR болаты HR болатымен салыстырғанда көпшілік жағдайда толерансиялары тарырақ және жазықтығы жоғары болады, ал HR болаты ыстық прокаттаудан кейін материал суыған кезде табиғи сығылу нәтижесінде толерансиялары кеңірек болады. үшіншіден, механикалық қасиеттер суық прокаттау кезіндегі қаттылықтың артуы (жұмыс қаттылануы) беріктік шегін, тартылу беріктігін және қаттылықты — әдетте 10–20% — арттырады, бірақ пластикалығын сәл төмендетеді. hR болаты суығаннан кейін ішкі керілістері жоқ болғандықтан, пластикалығы жоғарырақ және беріктігі жоғарырақ болады, сондықтан оны ауыр деформациялау мен дәнекерлеу операциялары кезінде қолдануға ыңғайлы. парақ түріндегі өнімдер үшін суық прокатталған болат әдетте 0,3 мм-ден 3,0 мм-ге дейінгі қалыңдықта, ал ыстық прокатталған парақтар 1,2 мм-ден 20 мм-ге дейінгі қалыңдықта, ал ауыр плиталар 150 мм немесе одан да көп қалыңдыққа дейін жасалады. .
Қолданылу аясы және құны бойынша ескертулер
Әртүрлі болат түрлері әртүрлі қолданыс аясын алады, сондықтан олардың арасынан таңдау жобаның талаптарына негізделуі керек, ал жеке қалауға емес. Изғылмаулы тіршіл құрылыс және ауыр жағдайларда қолданылатын қолданыс аясында басымдыққа ие. Ол ғимараттың арқалықтары мен бағандары, көпір бөліктері, теміржол рельстері, ауыр машиналар рамалары, кеме корпусы, қысымды ыдыстар және электр берілетін газ-мұнай құбырларының негізгі құбырлары үшін стандартты материал болып табылады . Оның төмен құны — әдетте CR болатқа қарағанда 30% дейін арзанырақ — және жақсы дәрежеде дәнекерленетіндігі оны сыртқы пішіні мен өте дәл шектеулері маңызды емес ірі масштабды жобалар үшін экономикалық таңдауға айналдырады. Көрінетін немесе дәлдік талап ететін қолданыс аясы үшін CR болат — әдеттегі таңдау. Ол автомобильдің сыртқы панельдері (есіктер, капоттар, саңлаулар), үй техникасының корпусы (тоңазытқыштар, киім жуғыш машиналар), офис мебелі, файлдық шкафтар, жарықтандыру құрылғылары, дәлдікке қойылатын қорғағыш қабықшалар және терең тартылған штампталған бөлшектер үшін қажет. cR болаты қосымша өңдеу сатыларына байланысты бастапқы материалдық құны жоғары болса да, бұл қосымша шығын автоматтандырылған жоғары жылдамдықты өндіріс желілерінде екіншілік тазартуды азайту, ақаулар санын төмендету және өндіріс тиімділігін арттыру арқылы компенсацияланады. нәтижесінде, «жақсырақ» болат деген универсалды ұғым жоқ — тек әрбір нақты қолданыс үшін дұрыс таңдау ғана бар: құн, дәлдік, беттің сапасы, беріктік, эластиктік және өңдеу талаптарын теңестіру керек.