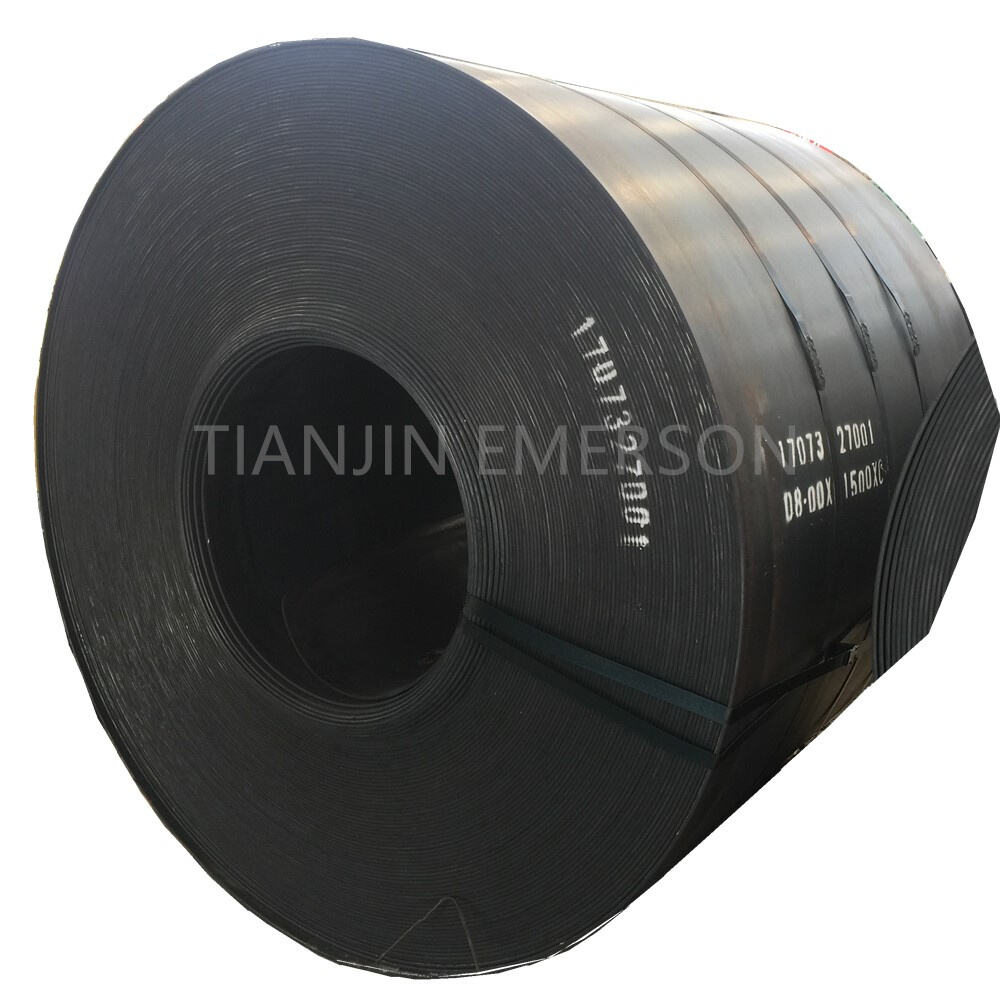
Acéltekercsek: nagy mennyiségű gyártás és bevonat-állóság vizsgálatának kísérleti területei
A hengerelt acéltekercsek az automatizált hengerlő, kivágó és szalagvágó műveletek fő nyersanyagai. A próbaterületek célja a felületi minőség, a mechanikai egyenletesség és a bevonat teljesítményének érvényesítése a tömeggyártás megkezdése előtt. Az autógyártók hidegen hengerelt tekercseket tesztelnek mélyhúzhatóságukra (pl. ajtópanelokhoz) alakíthatósági határdiagramok (FLD-k) segítségével az élrepedések észlelésére. A háztartási készülékek gyártói galvanizált tekercseket próbálnak ki festékragasztódás és korroziónállóság szempontjából sópermetező kamrákban (ASTM B117). Az építőipari próbák során időjárásálló acéltekercseket (ASTM A588) ciklikus páratartalomnak tesznek ki a patinaképződés ellenőrzésére. Ezen felül a tekercsről táplált lézeres kivágó vonalakat is próbálják ki a darabolási hatékonyság és a vágott élek minősége szempontjából, hogy zéróhibás alapanyagot biztosítsanak a pontosan időben történő szállításhoz. Ezek a próbavizsgálati protokollok minimalizálják a selejtet, érvényesítik a beszállítói tanúsítványokat (gyári vizsgálati jelentéseket), és garantálják, hogy a tekercsek tulajdonságai – a folyáshatár, a nyúlás és a felületi érdesség – megfeleljenek a nagy térfogatú gyártási igényeknek.
Acélcsövek: nyomáspróba és hegesztési épség folyadék- és szerkezeti rendszerekhez
A acélcsövek próbaterületei a nyomástartást, az hegesztési varrat megbízhatóságát és a korrodálási ellenállást helyezik előtérbe a szimulált üzemfeltételek mellett. A hosszirányban hegesztetlen csövek (ASTM A106, API 5L) hidrosztatikus próbán esnek át a tervezési nyomás 1,5-szeres értékénél, amelyet szivárgás és maradó kiterjedés szempontjából figyelnek meg. A hegesztett csövek (ERW, LSAW, SSAW) nem romboló vizsgálatokkal (NDT), például ultrahangos (UT) és röntgenes (RT) vizsgálatokkal kerülnek próbára annak ellenőrzésére, hogy teljes hegesztési összeolvadás történt-e, és nincs-e rétegződés. Az olaj- és gázipari emelőcsövek esetében teljes méretű fáradásvizsgálatot végeznek, amely során a csöveket egyidejűleg húzó- és hajlítóterhelés alá helyezik. A szerkezeti üreges szelvények (ASTM A500) –70 °C-os Charpy-ütővizsgálati kamrában kerülnek próbára, hogy megerősítsék a szilárdságot az északi régiók építéséhez szükséges hajlékonyság tekintetében. A vízinfrastruktúrában cementmázas csöveket vizsgálnak a kopásállóságukra iszapáramlásos körök segítségével. Ezek a próbaterületek biztosítják, hogy minden csőköteg megfeleljen a tervezési szabványok követelményeinek (pl. ASME B31.3) a terepi telepítés előtt, ezzel megelőzve az üzem közbeni szivárgásokat vagy meghibásodásokat.
Acéllemezek: Mechanikai és hegesztési minősítés nehéz szerelvényekhez
A acéllemezeket egyenletes mechanikai tulajdonságaik, hegeszthetőségük és méretstabilitásuk miatt tesztelik nehézipari projektekben. A vastag lemezeket (akár 150 mm-ig) rétegvastagsági húzóvizsgálatnak (Z-irány) vetik alá, hogy felfedjék a laminációs hibákat, amelyek lamelláris repedéseket okozhatnak hegesztési megfeszítés hatására. A nyomástartó edényekhez használt lemezeket (ASTM A516 szabvány szerint) szimulált hegesztés utáni hőkezelési (PWHT) ciklusoknak vetik alá, majd -20 °C-os Charpy-ütővizsgálatnak, hogy igazolják a megmaradt ütőszilárdságot. Híd- és tengeri alkalmazásokhoz a meghűtött és utóhőkezelt lemezeket (ASTM A514 szabvány szerint) keresztirányú és hosszirányú hajlítóvizsgálatoknak tesztelik. A gyártók továbbá próbavizsgálati hegesztéseket is készítenek a gyártási lemezekre a minősített hegesztési eljárások (WPS) szerint, és makro-etalon mintákat vizsgálnak a hegesztési behatolás és a keménységprofil meghatározása érdekében. A lemezek síkságát lézeres vagy plazma vágás után is ellenőrzik, hogy megfelelnek-e az ASTM A6 szabványban előírt tűréseknek. Ezek a próbák biztosítják, hogy minden lemezpartia megbízható teljesítményt nyújtson a végső szerelvényekben – daru-karoktól kezdve hajótestekig – váratlan repedések vagy torzulások nélkül.