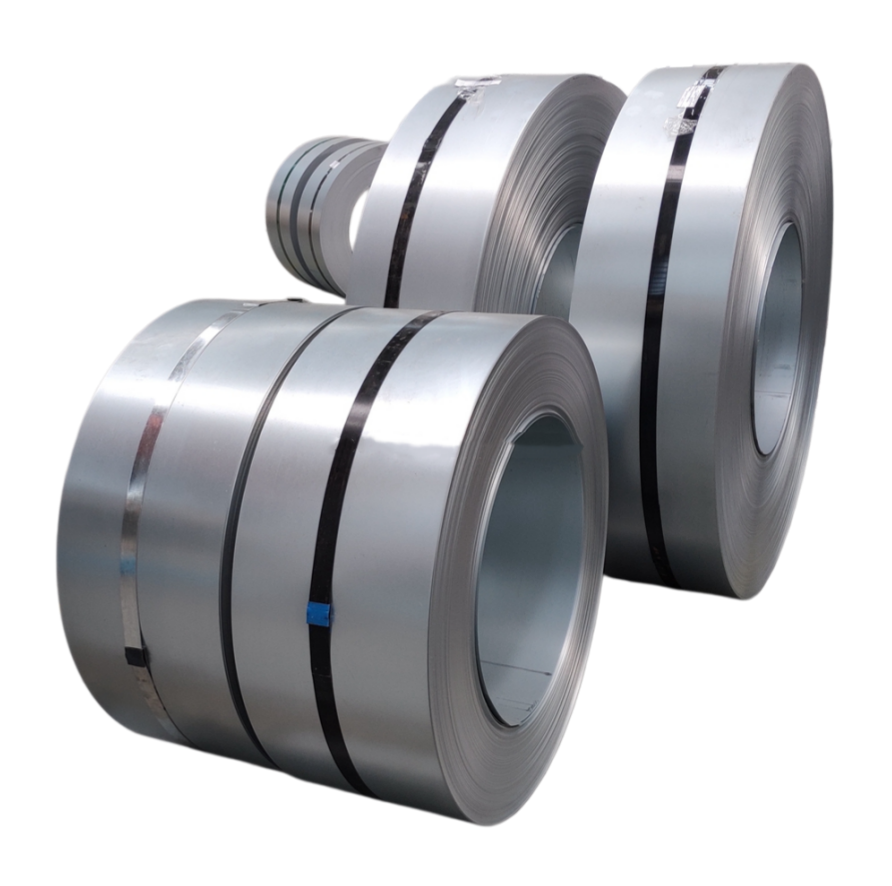
Hideghengerelt tekercsek általános alkalmazási területei
A hideghengerelt tekercs (CRC) egy prémium minőségű lapos acéltermék, amelyet iparági szerte alkalmaznak ott, ahol a felületi minőség, a méretbeli pontosság és a mechanikai tulajdonságok egyenletessége döntő fontosságú. Az autóiparban a CRC testpaneleket (ajtók, motorháztetők, kerékívek), szerkezeti megerősítéseket és alvázalkatrészeket gyárt. A háztartási készülékek ipara a CRC-t hűtőszekrények burkolatára, mosógépek dobjaira és mikrohullámú sütők házaira használja. Építőipari alkalmazásai közé tartozik a fém tetőfedés, a falburkolat, az ajtó- és ablakkeretek, valamint a könnyűacél vázszerkezetek. Az elektronikai eszközök és irodabútorok gyártói a CRC-t számítógépházak, szerverállványok, irattartó szekrények és polcok gyártására használják. Ezenkívül a CRC a bevonatos termékek (pl. cinkbevonatos (GI), cink-alumínium bevonatos (GL) és előfestett (PPGI) acél) alapanyaga. Vastagsága általában 0,2 mm és 3,0 mm között mozog, szélessége 600 mm és 1850 mm között változik. A hideghengerlés folyamata szobahőmérsékleten zajlik, és finomítja az acél mikroszerkezetét, így sima, fényes felületet eredményez, amely minimális előkészítést igényel festés vagy bevonás előtt.
Előnyök a meleg hengerelt tekercsekkel szemben: felületminőség és méreti tűrések
A hideg hengerelt tekercshez (CRC) képest a meleg hengerelt tekercs (HRC) három döntő előnnyel rendelkezik. Először is, felületi minőség : az HRC felülete durva, kékes-szürke színű, és keményen tapadó gyári fémoxid-réteggel („millscale”) borított, míg a CRC sima, tiszta, és gyakran enyhén olajozott, így festésre vagy bevonásra kész, anélkül hogy homokfúvást vagy savmarásos tisztítást igényelne. Ez a kiváló felületminőség elengedhetetlen a látható, magas értékű alkatrészek esetében. Másodszor, méretpontosság : a hideg hengerlés lényegesen szigorúbb vastagságtűréseket ér el – általában ±0,03 mm, szemben az HRC ±0,2 mm-es tűréseivel –, valamint kiváló síkságot biztosít, így az alkatrészek egységesen illeszkednek egymáshoz, anélkül hogy kitöltőanyagot vagy utófeldolgozást igényelnének. Harmadszor, mechanikai tulajdonságok a hideg hengerlés keményedési hatása 10–20%-kal növeli a folyáshatárt és a szakítószilárdságot ugyanazon kémiai összetételű meleghengerelt szalaghoz (HRC) képest, így lehetővé teszi a vékonyabb keresztmetszetű kialakításokat anélkül, hogy a teherbírás csökkenne. Bár a hideghengerelt szalag (CRC) tonnánként magasabb költséggel jár a további feldolgozási lépések miatt (savmarás, hideg redukció, lágyító hőkezelés, simító hengerlés), ezt a felárat gyakran ellensúlyozza a befejező műveletek költségének csökkenése és az alacsonyabb selejtarány nagy tömegű mélyhúzásos és hengerelt profilozási műveletek során. Olyan alkalmazások esetében, ahol a felületminőség és a szoros tűrések döntő fontosságúak – például autóipari külső panelok és háztartási készülékek burkolata esetében – a CRC a vitathatatlan szabvány.
Mikor válasszunk hideghengerelt szalagot meleghengerelt szalag helyett
A CRC és az HRC közötti választás az alkalmazás költség-, megjelenés- és teljesítménykövetelményeinek egyensúlyától függ. Válasszon lélegzetesített rögzített tekercs akkor, amikor szüksége van: sima, festhető felületre (pl. látható burkolatok, bútorok); szigorú méreteltérések betartására (pl. pontosan illeszkedő, hengerelt alkatrészek); növelt szilárdságra további ötvözők nélkül; vagy alapanyagra a horganyzásra vagy előfestésre, ahol a felületminőség befolyásolja a bevonat tapadását. Válassza meleg gurított spirál akkor, amikor a felhasználás vastag lemezeket (>3 mm) vagy nagy terhelés alatti szerkezeti elemeket (pl. épületgerendák, hidak szakaszai, vasúti kocsik vázai) igényel, vagy amikor a felület megjelenése nem döntő szempont, és a költség a legfontosabb tényező (pl. cső- és profilgyártáshoz szükséges alapanyag, mezőgazdasági gépek, szállítókonténerek). Sok gyártó mindkét formát készleten tartja: HRC-t nehézszerkezeti nyersdarabokhoz és CRC-t precíziós lemezalkatrészekhez. Az e különbségek megértésével a mérnökök és beszerzők optimalizálhatják az anyagválasztást minden egyes projekt esetében, és egyensúlyt teremthetnek az alapanyag kezdeti költsége, valamint a felületkezelés, hulladék és teljesítménykövetelmények között.