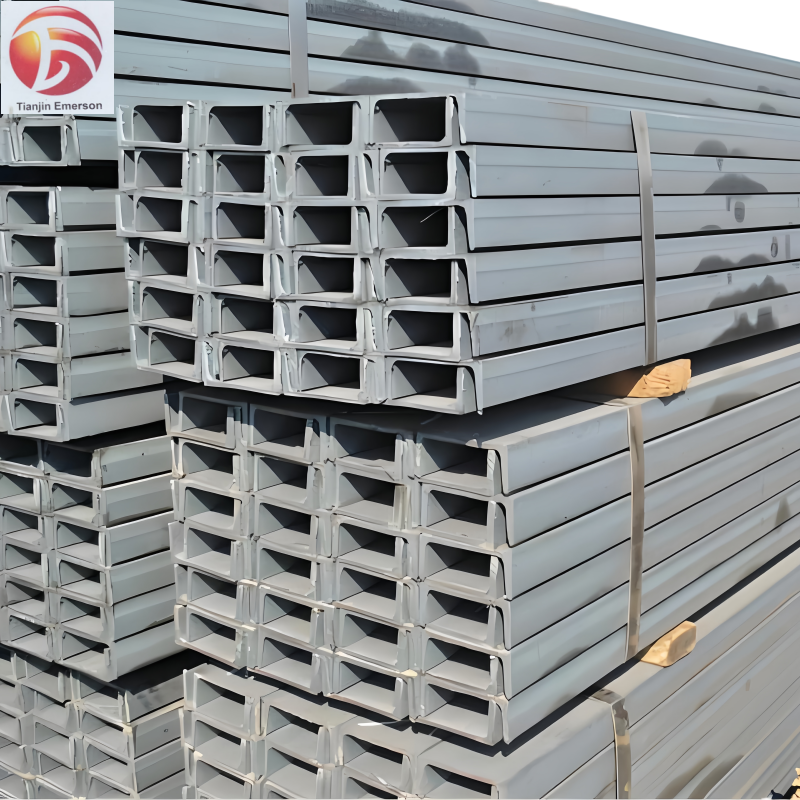
A csatornáscél jellegzetes C vagy U keresztmetszetű, amelyet két párhuzamos lap és azokat összekötő függőleges gerinc alkot. Mértani szerkezete három fő előnyt kínál: nagy tengelyirányú hajlítószilárdság, kényelmes csatlakoztatási lehetőségek, valamint erős alkalmazkodóképesség keret- és tartószerkezetek építésénél. A szabványos melegen hengerelt csatornáscél besorolása a lapok szélességére, a gerinc vastagságára és az egész magasságra vonatkozó pontos specifikációkon alapul. A gyakori méretek kis, például 50 × 30 mm-es méretektől kezdődnek könnyű vázas szerkezetekhez, egészen nagy, például 300 × 90 mm-es méretű elemekig terjednek elsődleges teherhordó gerendákhoz, ahol a vastagság arányosan növekszik a teherbírási igényekkel. Az elsődleges anyag alacsony szén tartalmú acél, például ASTM A36 vagy S235JR/S355JR, amely kiváló hegeszthetőséget és szilárdságot biztosít a hagyományos építési igényekhez. Olyan környezetekben, ahol fokozott korrózióállóság szükséges, rozsdamentes acél minőségek (pl. 304) vagy előre cinkbevonatos csatornáscél termékek is elérhetők. Üzemünk jelentős készlettel rendelkezik, és támogatja az egyedi specifikációkat, melyek a projektek határidejeinek megfelelően készülnek.
A csatornaacél számos iparágban talál széleskörű alkalmazást, látható szerkezeti tartóelemként és kritikus fontosságú rejtett alátámasztó rendszereként egyaránt. Nélkülözhetetlen az építőiparban és a civil mérnöki területeken, az ipari és gépészeti szektorokban, a közlekedésben és az infrastruktúra-fejlesztésben. Az ilyen mértékű kereslet ugyanilyen átfogó feldolgozási képességeket igényel. Üzemünk vágásra, hajlításra, hegesztésre, fúrásra és egyéb gyártási folyamatokra képes. Módosításra szoruló alkatrészek esetén pontos horonyokat, vágásokat és lyukasztott nyílásokat készítünk CNC-plazmavágással vagy fúrással, hogy biztosítsuk a kapcsolódásokat. A csatornaacél szerkezeti formája többféle kapcsolódási módot támogat, amelyek közül a hegesztés nyújtja a legerősebb kötést. Emellett a csatornaacélt hidegen is hajlíthatjuk présbehajlító gépekkel, így testreszabott konzolokat vagy íves tartóelemeket hozhatunk létre, bár a nyílásos keresztmetszet miatt a bélyegek gondos kiválasztása elengedhetetlen.
A csatornaacél sikeres gyártása során több kritikus technikai szempontot is be kell tartani a szerkezeti integritás és a méretpontosság biztosítása érdekében. Először is, a kapcsolatok tervezése kiemelkedően fontos: a csavarkötéseket gondosan kell megtervezni, hogy elkerüljék a csavarok túl közel kerülését a gerinc vagy az öv széléhez; a hegesztett kötéseknél pedig megfelelő illesztési előkészítéssel és építési sorrenddel kell szabályozni a deformációt, különösen nagy támaszközű elemek esetén. Másodszor, a csatornaacél aszimmetrikus keresztmetszete miatt nagyobb hajlamú a oldalirányú torziós horpadásra, mint a zárt keresztmetszetű acélcsonkok; ezért hatékony oldalirányú merevítést kell tervezni és kivitelezni a gyártási összeszerelés folyamán, valamint a végső beépített állapotban egyaránt. Harmadszor, a gyártás során kiegyensúlyozott, egymást követő hegesztési sorrendet kell alkalmazni a szakasz torzulásának minimalizálása érdekében. A cinkkel horganyzott gerendák esetében a hegesztési varrat területén lévő cinkréteget le kell csiszolni a hegesztés előtt, hogy elkerüljék a pórusosságot és a gázképződést, majd a hegesztést követően újra fel kell vinni a felületvédelmet.