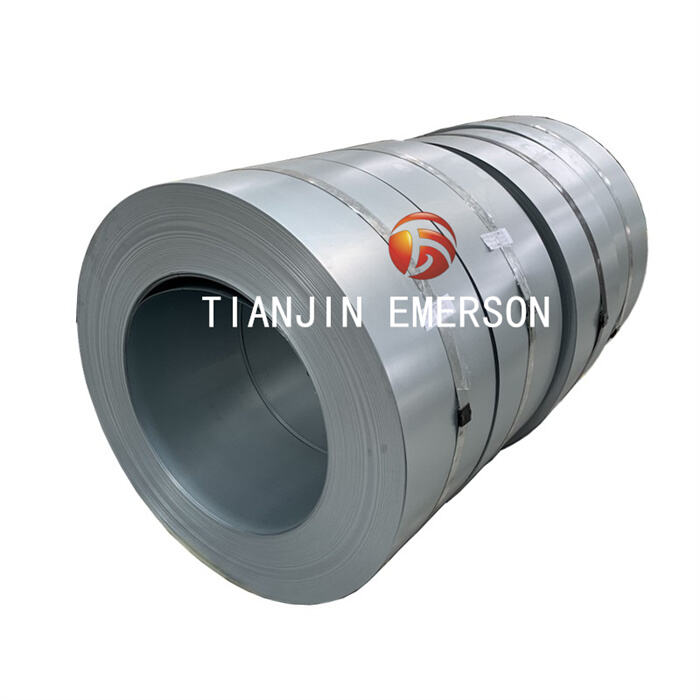
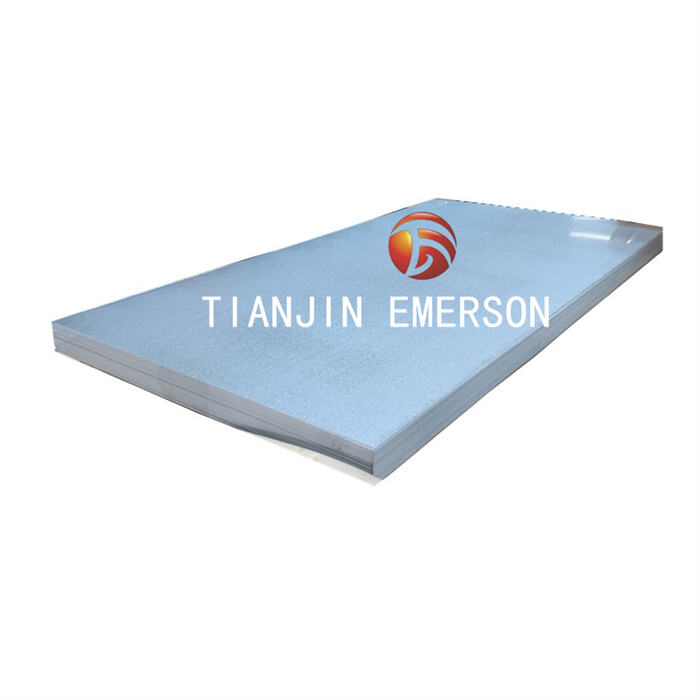
Galvanizirana kotulja, kao prefabrikirani proizvod od čelika, kombinira svojstvenu čvrstoću čelika s dugotrajnom otpornošću na koroziju. U skladu s člankom 3. stavkom 1. točkom (a) ovog članka, za proizvodnju gume i gume za proizvodnju gume i gume u Uniji primjenjuje se sljedeći postupak: Nakon kontinuiranog čišćenja, ona se uroni u rastvoreni cink kako bi se formirao proces žarišta. Ova metalurška veza stvara sloj legure cinka i željeza na vrhu čijeg je vanjskog sloja čisti cink, što na kraju dovodi do stvaranja galvanizirane željezne (GI) tulje. Proces proizvodnje uključuje precizno ravnanje i rezanje, gdje se velike matične kotulje unose u teške linije za rezanje na dužinu ili precizne strojeve za rezanje. Ovaj proces "odvijanja" pretvara vrpcu u ravne, obradive galvanizirane čelične ploče s preciznom dužinom, širinom i iznimnom ravnošću, spremne za izravnu proizvodnju ili isporuku. Naša tvornica ne samo da proizvodi listove standardne veličine nego i prazne ploče koje se prave na zahtjev izravno iz kotura. Ovaj pristup optimizira upotrebu materijala i skraćuje cikluse isporuke u usporedbi s kupnjom prethodno isječenih listova. Osim što snabdijevaju sirovinom, naša postrojenja nude punu obradu za galvanizirani čelik. Mi se bavimo i pregalvaniziranim listovima i postprocesiranjem galvaniziranih komponenti, koristeći napredne tehnike kako bismo osigurali integritet premaza tijekom proizvodnje.
Proizvodnja prilagođenih dijelova od pocinčanog čelika zahtijeva posebnu stručnost i prilagođavanje parametara kako bi se osigurala cjelovitost zaštitnog premaza. Lasersko sečenje smanjuje toplinsku deformaciju i isparivanje cinka na rezanim rubovima, što rezultira čistim profilima s minimalnim bradama. Tijekom procesa savijanja, CNC-stiskače vrše precizne operacije oblikovanja. Koristimo posebno dizajnirane, površinski polirane alate i pažljivo pratimo parametre kako bismo spriječili ogrebotine ili odlupljanje galvaniziranog sloja na radijusu savijanja. Najveći tehnički izazov je proces spajanja. Zapajanje je svakako moguće, ali zahtijeva poštovanje posebnih protokola. S obzirom na to da je temperatura isparavanja sloja cinka znatno niža od temperature čelika, koristimo tehnike predobrata (kao što je brušenje sloja cinka u području zavarivanja) u kombinaciji s modificiranim procesima zavarivanja i gasnim smjesama (koje obično sadrže povećani udio argona). To učinkovito kontrolira cinkovu paru, sprječava stvaranje poroznog tkiva i osigurava čvrstoću i pouzdanost zavari. Za komponente koje zahtijevaju netaknute cinkove premaze, specijalizirani smo za mehaničke metode spajanja kao što su nitiranje ili crimping. Nakon proizvodnje, komponente mogu proći kroz dodatne površinske obrade kao što je prah. sloj cinka pruža čvrstu katodnu zaštitu čelika, dok premaz prahom dodaje izdržljiv, UV otporan i estetski prilagodljiv zaštitni sloj. Zajedno, oni čine ultra dugotrajan sustav obrade površine pogodan za surova vanjska okruženja.
Cinkov premaz štiti podložen čelik pomoću dvostrukog mehanizma: prvo, djelujući kao gusta i čvrsto pripojna fizička barijera koja čeliku izolira od okružnog kisika i vlage; drugo, pružajući zaštitu kroz svoje žrtveno anodno djelovanje. Veća elektrohemijska reaktivnost cinka znači da kada se premaz ogrebene ili rezane, izlaganje čelika ispod, okružni cink preferentno korozije. To štiti izloženo željezo od rđe. To svojstvo samoregeneracije ključno je za galvanizirane proizvode koji održavaju dugotrajnu upotrebljivost čak i kada su oštećeni. "Supravni sustav" je sustav koji se sastoji od sustava koji se koriste za upravljanje i kontrolu proizvoda ili proizvoda. Korozivno okruženje zahtijeva deblju oblogu. Naše prilagođene pocincane komponente nalaze široku primjenu: u izgradnji za krovove, obloge, sustave kišne vode i strukturne potpore; u automobilskoj industriji za dijelove podkočije, zagrade i ojačanja; i u industrijskoj i poljoprivrednoj opremi, gdje izloženi dijelovi poput