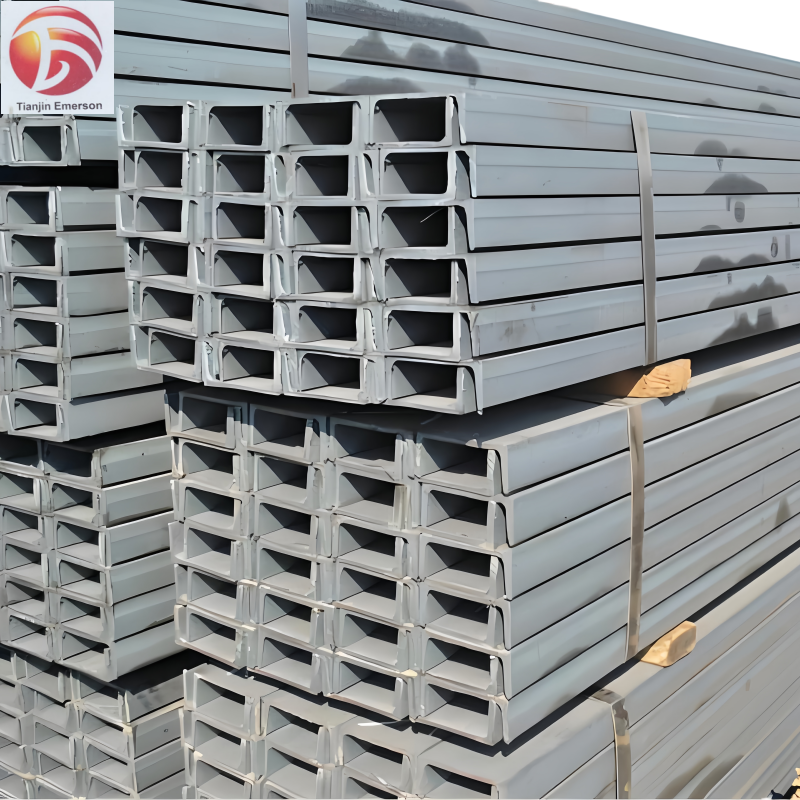
U-profiili tunnetaan sen erityisestä C- tai U-maisesta poikkileikkauksesta, jossa kaksi yhdensuuntaista laippaa yhdistyy pystysuoralla selällä. Geometrinen rakenne tarjoaa kolme merkittävää etua: suuren aksiaalisen taivutuslujuuden, helpon liitännän ominaisuudet ja vahvan sopeutuvuuden kehärakenteiden ja tukirakenteiden rakentamiseen. Standardi kuumavalssattu U-profiili luokitellaan tarkkojen määritysten mukaan, kuten laipan leveys, seppäsen paksuus ja kokonaiskorkeus. Yleiset mitat vaihtelevat pienistä osista, kuten 50 mm × 30 mm kevyisiin kehyksiin, suuriin osiin, kuten 300 mm × 90 mm, ensisijaisiin kantaviin palkkeihin, ja paksuus kasvaa suhteessa kantavuusvaatimuksiin. Pääasiallinen materiaali on hiiliterästä, kuten ASTM A36 tai S235JR/S355JR, joka tarjoaa erinomaisen hitsattavuuden ja lujuuden, joka soveltuu tavanomaiseen rakentamiseen. Ympäristöissä, joissa vaaditaan parannettua korroosionkestävyyttä, ovat käytettävissä myös ruostumattomat teräslaatut (esim. 304) tai esikadonoidut U-profiilituotteet. Tehdas meillä ylläpitää merkittävää varastoa ja tukee mukautettuja määrityksiä projektin aikataulun mukaan.
U-profiili on laajalti käytössä monilla eri aloilla, toimien sekä näkyvinä rakenteina että tärkeinä piilotettuina kantoina. Se on välttämätön mm. rakentamisessa ja siviili-insinöörialalla, teollisuudessa ja koneenrakennuksessa, liikenteessä sekä infrastruktuurin kehityksessä. Tällainen laaja kysyntä edellyttää yhtä kattavia valmistusmahdollisuuksia. Laitoksessamme voidaan toteuttaa leikkausta, taivutusta, hitsausta, porausta ja muita valmistusprosesseja. Muokkaukseen tarvitsevissa komponenteissa saavutetaan tarkat lovet, leikkaukset ja rei'itettyjä aukkoja CNC-plasmaleikkauksella tai porauksella mahdollistaen yhteyksien muodostamisen. U-profiilin rakenne mahdollistaa useita liitostapoja, joista hitsaus tarjoaa vahvimman yhteyden. Lisäksi U-profiilia voidaan kylmätaivuttaa painetaivuttimilla luomaan mukautetut kiinnikkeet tai kaarevat kantavat osat, vaikkakin mallien huolellinen valinta on olennaista sen avoimen poikkileikkauksen vuoksi.
Kanateräksen onnistunut valmistus edellyttää useiden kriittisten teknisten seikkojen noudattamista rakenteellisen eheyden ja mittojen tarkkuuden varmistamiseksi. Ensinnäkin liitosten suunnittelu on erittäin tärkeää: ruuviliitokset on suunniteltava huolellisesti siten, etteivät ruuvit jää liian lähelle laippojen tai uoman reunoja; hitsausliitoksissa on hallittava muodonmuutoksia asianmukaisella saumavalmistelulla ja rakentamisjärjestyksellä, erityisesti suurilla jänneväleillä. Toiseksi, kanateräksen epäsymmetrisen poikkileikkauksen vuoksi se on alttiimpi sivuttaisvääntöjäristymiselle kuin suljetuille profiileille, kuten teräsputkille. Tehokas sivutuki on suunniteltava ja toteutettava koko valmistus- ja asennusprosessin ajan sekä lopullisessa asennetussa tilassa. Kolmanneksi, valmistuksen aikana on käytettävä tasapainotettuja vaiheittaisia hitsaussarjoja osan vääntymismuodon vähentämiseksi. Sinkkukalvoilla pinnoitetuille I-palkkeille sinkkipinnoite hitsausaluetta on hiotava pois ennen hitsausta estämään huokoinnin ja höyryjen aiheuttamat ongelmat, minkä jälkeen pintasuojauksen on uudelleen tehtävä hitsauksen jälkeen.