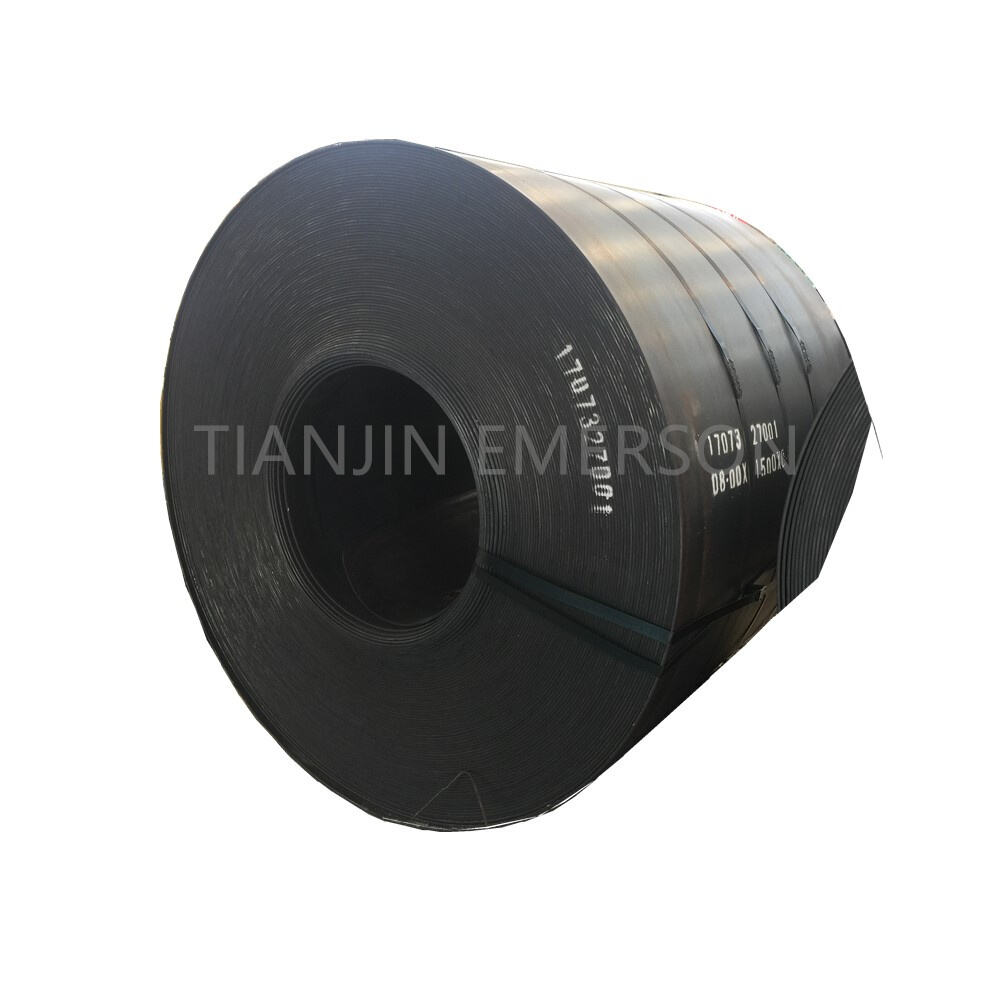
Las bobinas decapadas (también conocidas como bobinas de acero laminado en caliente decapadas y recubiertas con aceite) se basan en bobinas laminadas en caliente estándar que someten a un tratamiento químico especializado para eliminar la capa de óxido adherida (cáscara de laminación). Este proceso de decapado se lleva a cabo mediante inmersión continua en baños de ácido clorhídrico o ácido sulfúrico. Tras el lavado ácido, la tira de acero se enjuaga minuciosamente para eliminar los residuos ácidos y, normalmente, se recubre con una fina capa de aceite inhibidor de la corrosión. Esta capa de aceite proporciona una protección temporal contra la corrosión durante el almacenamiento y el transporte, al tiempo que garantiza que la superficie permanezca apta para posteriores procesos de transformación. El material resultante combina la resistencia económica del acero laminado en caliente con un acabado superficial limpio, cumpliendo así los rigurosos requisitos de los procesos de recubrimiento, galvanizado y embutición profunda.
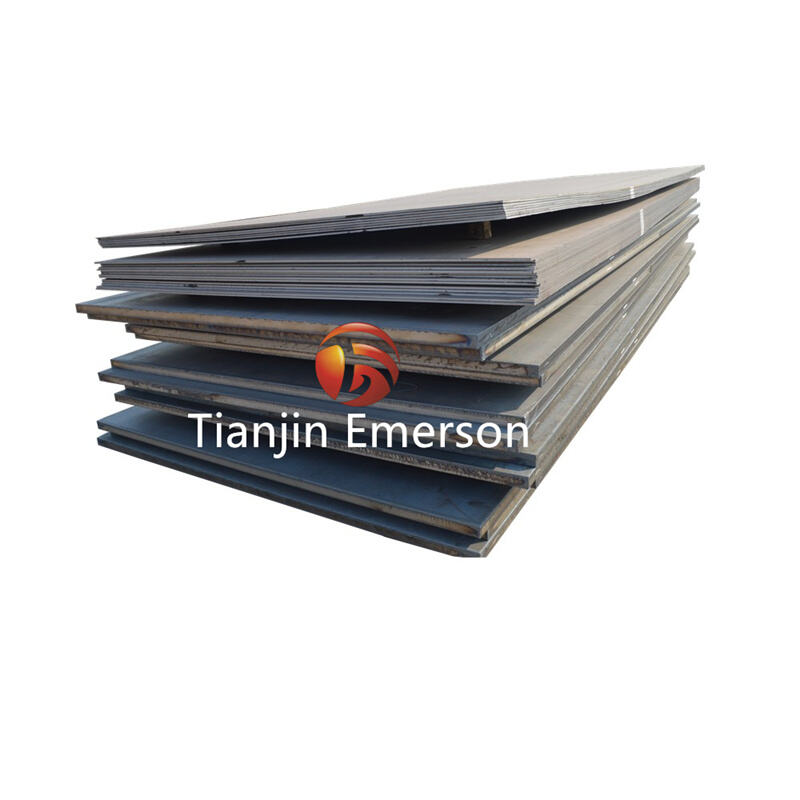
El proceso de conversión de bobinas decapadas en chapas de acero: primero, las bobinas decapadas se cargan en un desenrollador. La tira se transporta mediante un sistema de nivelación de múltiples rodillos, que aplica una tensión de flexión controlada para eliminar la curvatura inherente de las bobinas. Las líneas de producción modernas de CTL cuentan con sistemas de corte de precisión capaces de procesar materiales con espesores comprendidos entre 0,1 mm y 25 mm. Los anchos estándar oscilan entre 300 mm y 2000 mm, con longitudes de corte personalizables desde 300 mm hasta más de 6000 mm. La precisión dimensional se mantiene dentro de ±0,3 mm.
La bobina decapada procesada mediante la línea de producción abarca una amplia gama de calidades y especificaciones de acero en cuanto a propiedades del material. Las calidades más utilizadas incluyen: acero de calidad comercial, adecuado para aplicaciones convencionales de conformado (por ejemplo, DD11 a DD14, norma EN 10111); acero estructural (por ejemplo, S235JR a S355JR, norma EN 10025); y calidades de acero de alta resistencia y baja aleación (HSLA) para componentes portantes (S315MC a S700MC, norma EN 10149). Los aceros estructurales según la norma EN 10025 y los aceros de alta resistencia y baja aleación (HSLA) S315MC a S700MC (norma EN 10149) son adecuados para exigentes aplicaciones automotrices e ingenieriles que requieren unas excepcionales relaciones resistencia-peso. Los productos decapados estándar suelen tener un espesor comprendido entre 1,2 mm y 6,0 mm, mientras que líneas especializadas pueden procesar materiales de hasta 25,4 mm. Las capacidades de ancho abarcan desde el corte longitudinal estrecho (mínimo de 10 mm) hasta 1650 mm o 2000 mm para el procesamiento de bobinas madre.
La aplicación de la bobina decapada transformada en chapas de acero abarca prácticamente todos los sectores industriales que requieren materiales limpios, conformables y soldables: fabricación automotriz, construcción, fabricación general y producción de equipos industriales, fabricación de tuberías, fabricación de equipos agrícolas, entre otros. Nuestras capacidades integrales de procesamiento abarcan toda la cadena de valor de la bobina decapada, desde la adquisición de materias primas de alta calidad que cumplen con normas internacionales (incluyendo las calidades ASTM A36, SAE 1008/1010 y EN 10025) hasta la aplicación de procesos precisos de laminación en frío y tratamientos térmicos personalizables según las dimensiones de longitud y anchura requeridas, además de ofrecer servicios avanzados de procesamiento como corte por láser, estampado, doblado y soldadura.