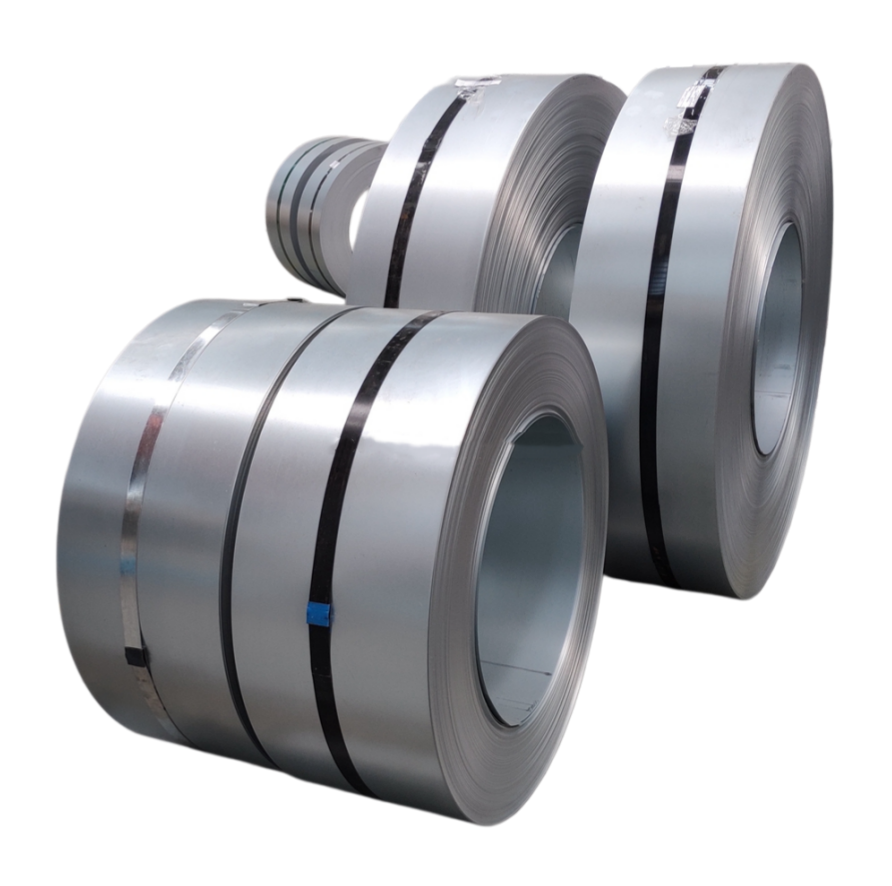
Allgemeine Anwendungen von kaltgewalzten Coils
Kaltgewalzte Coil (CRC) ist ein hochwertiges Flachstahlprodukt, das in Branchen eingesetzt wird, in denen Oberflächenqualität, Maßgenauigkeit und mechanische Gleichmäßigkeit von entscheidender Bedeutung sind. Im Automobilsektor wird CRC für Karosserieteile (Türen, Motorhauben, Kotflügel), strukturelle Verstärkungen und Fahrwerkkomponenten verwendet. Die Haushaltsgeräteindustrie setzt CRC für Kühlschrankgehäuse, Trommeln von Waschmaschinen und Gehäuse von Mikrowellenöfen ein. Im Bauwesen findet CRC Anwendung bei Metall-Dachdeckungen, Wandverkleidungen, Tür- und Fensterrahmen sowie leichten Stahlkonstruktionen. Hersteller von Elektronikgeräten und Büromöbeln nutzen CRC für Computergehäuse, Server-Racks, Aktenschränke und Regalsysteme. Darüber hinaus dient CRC als Grundmaterial für beschichtete Produkte wie verzinkten Stahl (GI), Galvalume-Stahl (GL) und vorlackierten Stahl (PPGI). Die Dicke liegt typischerweise zwischen 0,2 mm und 3,0 mm, die Breite zwischen 600 mm und 1850 mm. Das Kaltwalzen, das bei Raumtemperatur erfolgt, verfeinert die Mikrostruktur des Stahls und erzeugt eine glatte, helle Oberfläche, die nur minimale Vorbehandlung vor dem Lackieren oder Beschichten erfordert.
Vorteile gegenüber warmgewalztem Band: Oberflächenbeschaffenheit und Maßtoleranzen
Im Vergleich zu warmgewalztem Band (HRC) bietet kaltgewalztes Band (CRC) drei entscheidende Vorteile. Erstens: oberflächenfinish hRC weist eine raue, blaugraue Oberfläche mit einer zähen Walzhaut auf, während CRC glatt, sauber und oft leicht geölt ist und ohne Strahlen oder Beizen sofort für Lackierung oder Beschichtung bereitsteht. Diese überlegene Oberflächenqualität ist für sichtbare, hochwertige Komponenten unverzichtbar. Zweitens: maßhaltigkeit kaltwalzen ermöglicht deutlich engere Dicke-Toleranzen – typischerweise ±0,03 mm im Vergleich zu ±0,2 mm bei HRC – sowie eine bessere Ebenheit, wodurch Teile konsistent ineinanderpassen, ohne dass Ausgleichscheiben oder Nacharbeit erforderlich sind. Drittens: mechanische Eigenschaften der Verfestigungseffekt des Kaltwalzens erhöht die Streckgrenze und Zugfestigkeit um 10–20 % gegenüber warmgewalztem Band (HRC) gleicher chemischer Zusammensetzung und ermöglicht dadurch Konstruktionen mit geringerer Blechdicke, ohne Einbußen bei der Tragfähigkeit in Kauf nehmen zu müssen. Obwohl kaltgewalztes Band (CRC) aufgrund der zusätzlichen Verarbeitungsschritte (Beizen, Kaltreduzierung, Glühen, Glattwalzen) höhere Kosten pro Tonne verursacht, wird dieser Aufpreis häufig durch reduzierte Nachbearbeitungskosten und niedrigere Ausschussraten bei hochvolumigen Tiefzieh- und Profilierungsprozessen kompensiert. Für Anwendungen, bei denen Oberflächenqualität und enge Toleranzen entscheidend sind – wie beispielsweise Karosserieaußenteile im Automobilbau oder Gehäuse für Haushaltsgeräte – ist CRC der unangefochtene Standard.
Wann kaltgewalztes oder warmgewalztes Band wählen?
Die Auswahl zwischen CRC und HRC hängt vom jeweiligen Anwendungsfall ab und beruht auf einem ausgewogenen Verhältnis von Kosten, Optik und Leistungsfähigkeit. Wählen Sie kaltgewalzte Rolle wenn Sie eine glatte, lackierbare Oberfläche benötigen (z. B. sichtbare Gehäuse, Möbel); enge Maßtoleranzen (z. B. gestanzte Teile, die exakt passen müssen); erhöhte Festigkeit ohne zusätzliche Legierungselemente; oder eine Grundlage für Verzinkung oder Vorlackierung, bei der die Oberflächenqualität die Haftung der Beschichtung beeinflusst. Wählen Sie heißgewalzte Rolle wenn die Anwendung dicke Blechstärken (> 3 mm), hohe strukturelle Lasten (z. B. Bauträger, Brückensegmente, Schienenfahrzeugrahmen) oder Anwendungen umfasst, bei denen das Erscheinungsbild der Oberfläche nicht entscheidend ist und die Kosten der primäre Faktor sind (z. B. Zuführungsmaterial für Rohr- und Rohrfertigungsanlagen, landwirtschaftliche Geräte, Schiffscontainer). Viele Verarbeiter führen beide Varianten im Lager: warmgewalztes Band (HRC) für schwere strukturelle Zuschnitte und kaltgewalztes Band (CRC) für präzise Blechkomponenten. Durch das Verständnis dieser Unterschiede können Konstrukteure und Einkäufer die Werkstoffauswahl für jedes Projekt optimieren und dabei die Anschaffungskosten des Materials mit den Kosten für Nachbearbeitung, Ausschuss und Leistungsanforderungen ins Gleichgewicht bringen.