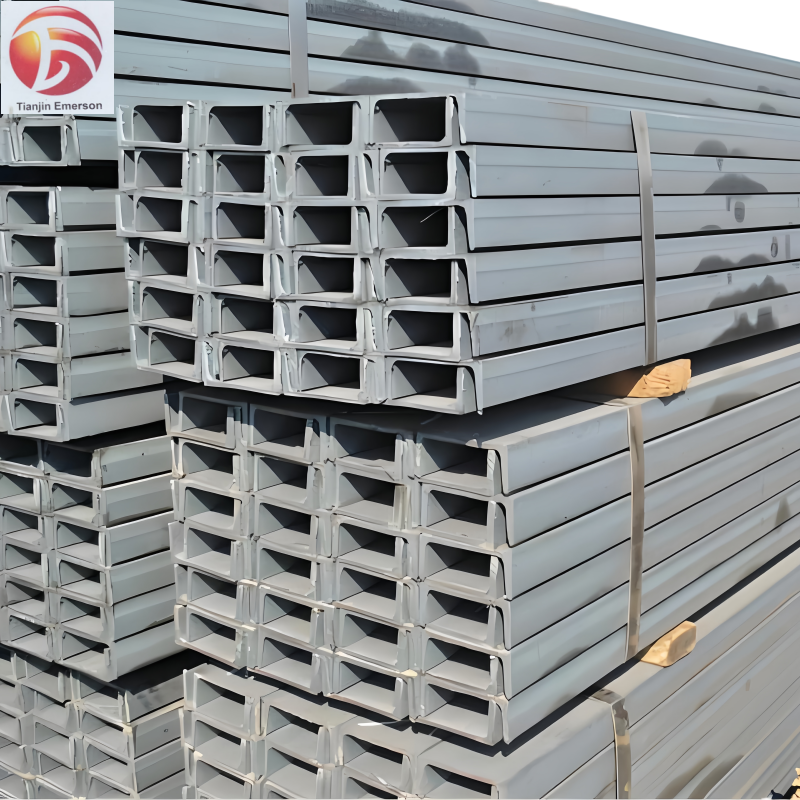
Uhelová ocel je charakterizována svým typickým C-tvarovým nebo U-tvarovým průřezem, tvořeným dvěma paralelními pásnicemi spojenými svislou stojinou. Její geometrická struktura nabízí tři hlavní výhody: vysokou osovou ohybovou pevnost, výhodné vlastnosti pro spojování a silnou přizpůsobivost při konstrukci rámů a podpůrných konstrukcí. Standardní za tepla válcovaná úhlová ocel se třídí podle přesných specifikací šířky pásnic, tloušťky stojiny a celkové výšky. Běžné rozměry zahrnují malé profily jako 50 mm × 30 mm pro lehké rámové konstrukce až po velké profily jako 300 mm × 90 mm pro hlavní nosníky, přičemž tloušťka roste úměrně k nosným požadavkům. Hlavním materiálem je nízkouhlíková ocel, například ASTM A36 nebo S235JR/S355JR, která nabízí vynikající svařitelnost a pevnost vhodnou pro běžné stavební aplikace. Pro prostředí vyžadující zvýšenou odolnost proti korozi jsou k dispozici také nerezové oceli (např. 304) nebo předem pozinkované produkty z úhlové oceli. Naše továrna udržuje významné zásoby a podporuje výrobu na míru dle specifických požadavků projektu.
U profilové oceli nachází široké uplatnění v mnoha odvětvích, a to jak jako viditelné nosné konstrukce, tak i jako klíčové skryté podpůrné systémy. Je nepostradatelná ve stavebnictví a stavebním inženýrství, průmyslu a strojírenství, dopravě a rozvoji infrastruktury. Tento rozsáhlý požadavek vyžaduje stejně komplexní zpracovatelské možnosti. Naše zařízení umožňuje řezání, ohýbání, svařování, vrtání a další výrobní procesy. U dílů, které vyžadují úpravy, dosahujeme přesných vybrusů, řezů a prostřihnutých otvorů pomocí CNC plazmového řezání nebo vrtání za účelem usnadnění spojení. Konstrukční tvar profilové oceli podporuje více způsobů spojování, přičemž svařování poskytuje nejpevnější spoj. Kromě toho lze profilovou ocel za studena ohýbat na lisech k vytvoření speciálních konzol nebo zakřivených nosných prvků, avšak je nezbytné pečlivě vybrat razníky, aby odpovídaly jejímu otevřenému průřezu.
Úspěšná výroba válcovaných profilů U vyžaduje dodržení několika klíčových technických bodů, aby byla zajištěna pevnost konstrukce a přesnost rozměrů. Za prvé je rozhodující návrh spojů: šroubované spoje je nutno pečlivě navrhnout tak, aby šrouby nebyly příliš blízko okraje pásnice nebo stojiny; svařované spoje vyžadují omezení deformací prostřednictvím vhodné přípravy svarových ploch a správného pořadí svařování, zejména u nosníků s velkými rozpětím. Za druhé, vzhledem k asymetrickému průřezu jsou U profily náchylnější k bočnímu kroucení než uzavřené profily, jako jsou ocelové trubky. Účinné boční ztužení je nutno navrhnout a realizovat během celého procesu výroby a montáže, stejně jako ve finálním instalovaném stavu. Za třetí, při výrobě je třeba použít vyvážené střídavé svařovací postupy, aby se minimalizovalo zkřivení profilu. U pozinkovaných I nosníků musí být zinek v oblasti svaru před svařováním odbrousán, aby se zabránilo vzniku pórů a problémům s kouřem, a po svaření je nutné znovu nanést povrchovou ochranu.