OEM/ODM Изработване на ламарини по поръчка от въглеродна и неръждаема стомана Услуга за заваряване
- МОQ:1бр
- Може да се извърши рязане, гъване, заваряване, нарязване на резба, полирване
- Общ преглед
- Препоръчани продукти

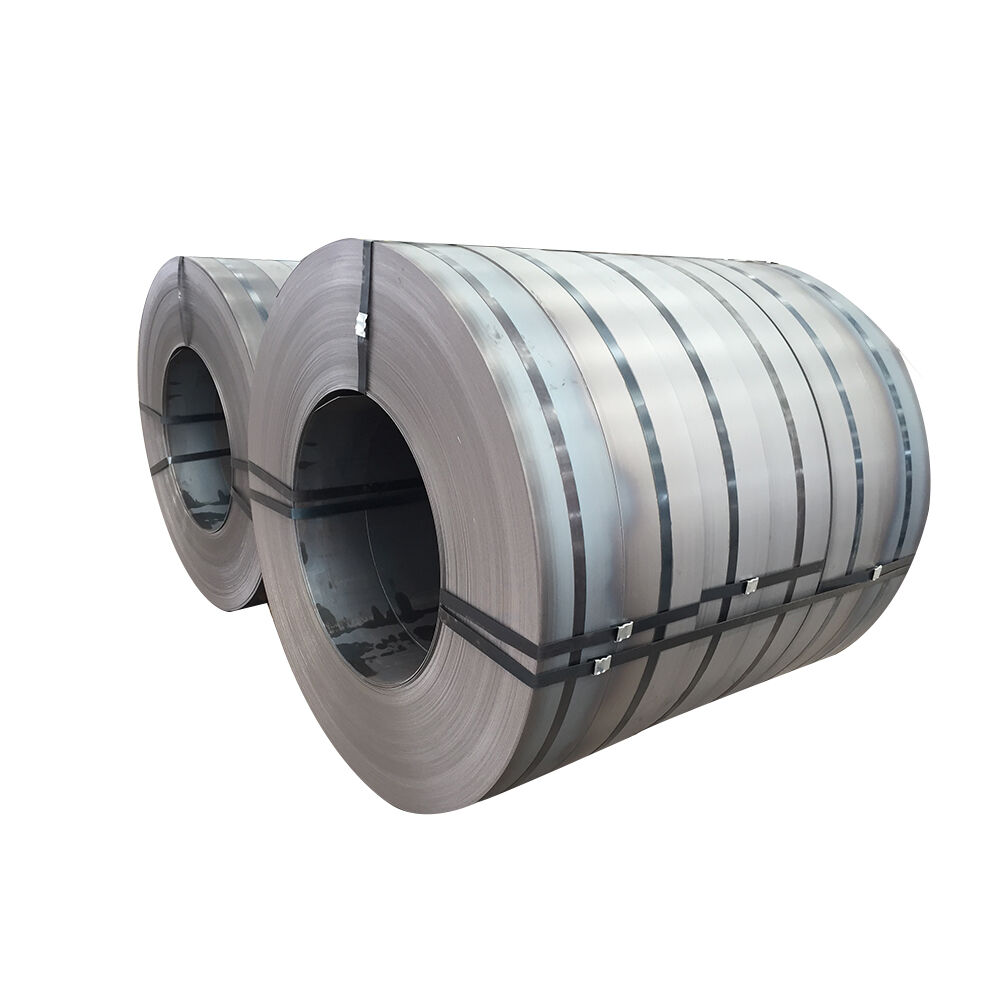
Въведение на продукта
Ние сме професионална компания за производство на ламарини, експортираща 100 000 обработени продукта месечно. Използваме различни напреднали машини, включително заваръчни апарати, машини за фаска, лазерни резачки и машини за огъване. Обработваме широк спектър от материали, включително въглеродна стомана, неръждаема стомана и алуминиеви сплави.

Спецификация
| Име на продукта | Услуги по заваряване |
| Сертификат | ISO 9001, RoHs |
| Сварвани продукти | стоманен стълб, стоманено основание, стоманен рафт, стоманена лавица, стоманен съединител, стоманено колело, стоманен ъгъл, стоманен палет, стоманена опора, стоманени стълби, стоманена кутия, стоманен шкаф, стоманен корпус, стоманени стъпала, стоманен рамен |
| Други услуги |
услуга за лазерна рязка, водоструйна рязка, пламенна рязка, огъване, механична обработка, нарязване на резби и др. полиране и други услуги за обработка на повърхности |
| OEM/ODM | налично |
| Приложение | Автомобилна, аерокосмическа, релсова транспортна, електронно оборудване, медицинска, петрохимическа и др. |
Методи и сценарии за обработка
технология на заваръчния процес |
иЗТОЧНИК НА ТОПЛИНА |
дебелина | предимство | сценарии за приложение |
| SMAW | Електрическа дъга |
3 мм или повече |
Ниска цена |
стоманена конструкция |
| GMAW/MIG | Дъгово заваряване + защитен газ |
0.5–20 mm | Висока ефективност |
Шасита на автомобили, корпуси на машинни инструменти |
| GTAW/TIG | Дъгова заварка + аргонов газ |
0,2–10 mm | Готовият продукт е визуално привлекателен. |
Контейнери за храна от неръждаема стомана, авиационни тръбопроводи |
| Лазерно заваряване | лазер |
0,05–12 mm | Тесен зазор <0,5 mm, минимална деформация |
Запечатване на силови батерии |
| Точкова заварка/Шевна заварка | Съпротивостно отопление |
0,2–3 mm | Време за цикъл от второ ниво, автоматизация |
Автомобилни панели, корпуси на уреди |
Процес на заваряване
1. Потвърдете материали, дебелина, тип заваръчен процес и изисквания за натоварване с клиента.
2. Проведете квалификация на заваръчната процедура (WPS/PQR).
3. Подгответе материали: направете фаска, обезмасляване и премахване на ръжда върху суровини от ламарина.
4. Приспособления: Контрол на деформацията, защита от задната страна (аргонова защита за неръждаема стомана).
5. Започнете заваряването.
6. Проверете дебелината на продукта, допуснатата грешка при огъване и извършете тестове за производителност.
7. Повърхностна обработка: Премахване на пръски, шлифоване, галванизиране, отслабване на напрежението чрез отжигане, напудряване/анодиране и др., според изискванията на клиента.
Нашата екипировка и други продукти

Често задавани въпроси
В: Кое е по-подходящо за тънки материали: плазмено дъгово заваряване или лазерно заваряване?
О: Микролучевото плазмено заваряване (0,1–30 A) може да заварява материали с дебелина от 0,025 до 2,5 mm. Лазерното заваряване осигурява по-нисък топлинен вход. За серийно производство на материали под 0,3 mm се предпочита лазерно заваряване. За материали между 0,3 и 2 mm микролучевото плазмено заваряване осигурява по-добра икономическа ефективност.
В: Каква е максималната дебелина за лазерно заваряване при един преминаващ ход?
О: Въглеродна стомана до 6 mm и неръждаема стомана до 8 mm могат да бъдат напълно проникнати. При заваряване с малък отвор, за 10 mm неръждаема стомана се изисква мощност от 10 kW и Y-образен фас.
В: Защо е необходим фас? Кой тип запазва най-много заваръчен материал?
О: Фасът осигурява проникване до корена. За въглеродни стоманени плочи с дебелина над 6 mm и ниски изисквания за напрежение, приоритет има I-образен фас с почистване на корена от задната страна. Това спестява 30% повече заваръчен материал в сравнение с 60° V-образен фас.
В: Дали потъмняването след заваряване на неръждаема стомана се счита за дефект?
A: Когато дебелината на повърхностния оксиден слой е ≤ 200 nm, той може да бъде възстановен до сребристо-бял с киселинна паста за 5 минути. Ако оксидният слой е прекалено дебел или се лющи, трябва да се класифицира като „прегрят“ и изисква шлифоване и преваряване.
В: Предоставяте ли те проби? Трябва да проведем проверка на качеството.
A: Ние предлагаме персонализирани проби и поддържаме инспекции. Притежаваме сертификат ISO 9001 и сме съобразени с RoHS.
В: Как мога да получа вашата оферта възможно най-бързо?
A: Моля, свържете се с:
Имейл: [email protected]
Wechat/WhatsApp/Мобилен: +8613512028034