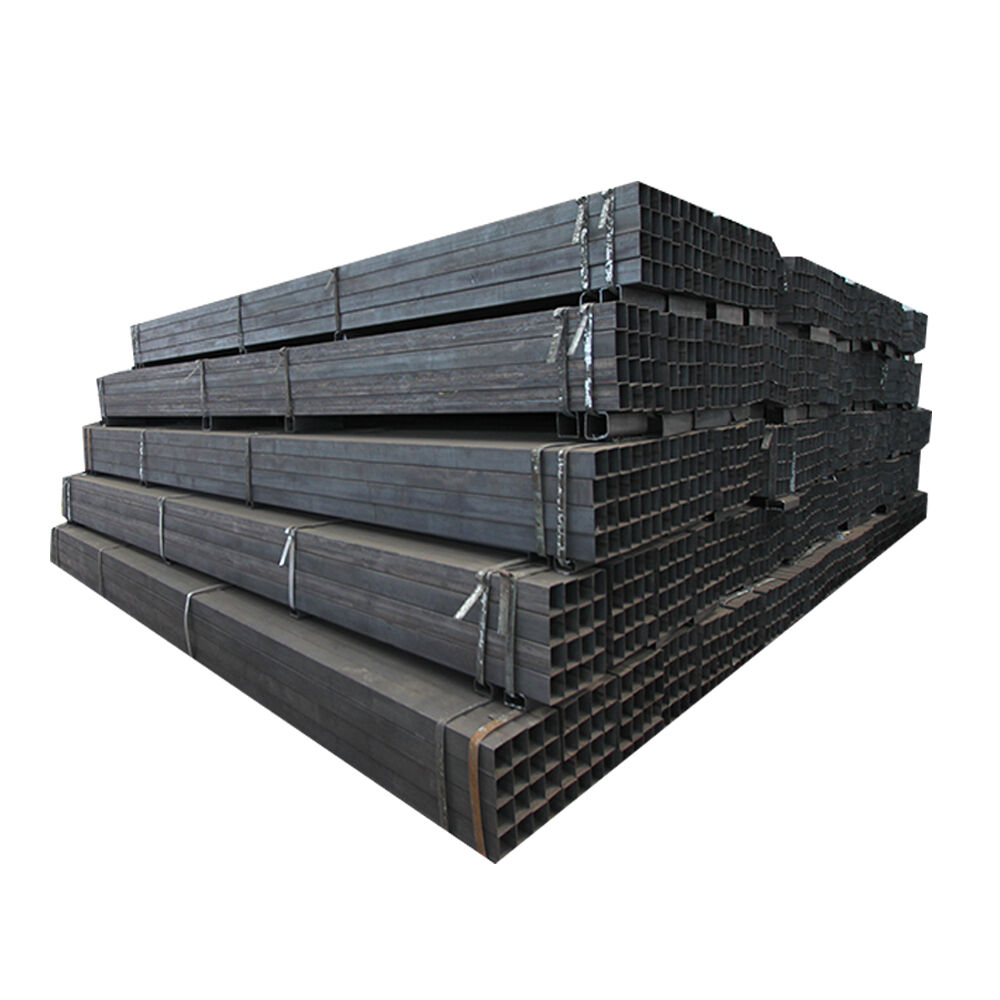
10*10-2000*2000 мм, квадратна и правоъгълна стоманена тръба с кухо сечение по ASTM A572
Можем да предоставим различни размери на стоманени тръби, кръгли тръби, квадратни и правоъгълни тръби, профилирани тръби, заварени тръби, безшевни тръби, неръждаеми стоманени тръби и др.
- Общ преглед
- Препоръчани продукти

Въведение на продукта
Стоманени класове ASTM A572 включват Gr.42/50/55/60/65, с граница на овластване ≥ 345 MPa и якост при опън ≥ 450 MPa, което ги характеризира като високоякостна нисколегирана конструкционна стомана. Квадратни и правоъгълни тръби по ASTM A572 имат максимални размери: дължина на ръба до 1200 mm и дебелина на стената до 50 mm, с максимално тегло на брой ≤ 1500 kg. Отличават се с висока якост и твърдост и могат да се обработват едностепенно според външен диаметър, дебелина на стената, дължина, фаска, вътрешни прегради и отвори. Повърхностните обработки включват черни тръби, маслено покритие, напръскване с боја, галванизация чрез потапяне (200–600 g/m²), предварително галванизирани (40–80 g/m²) или 3PE покритие. Приложенията включват колони на високи сгради, морски платформи за добив, мостови кули, кули за вятърни турбини и рамки за врати, пристанищна техника, миньорски конвейерни мостове, фотогалвайни стелажи, рамки за тежкотоварни камиони и шасита на железопътни превозни средства.
СНИМКИ НА ПРОДУКТА

Спецификация
| Име на продукта | 10*10-2000*2000 мм, квадратна и правоъгълна стоманена тръба с кухо сечение по ASTM A572 |
| Техника |
Топло валцувани (високоякостни и износостойки) Хладнозавалена (обработена при стайна температура, подходяща за тънки стоманени листове) |
| Марка | ASTM A572 (Високоякостна нисколегирана строителна стомана) |
| Размер | 10*10-2000*2000 мм |
| Дебелина на стената | 0,5 мм-300 мм |
| Дължина | 10 мм-1600 мм, по поръчка |
| Повърхностна обработка | Боядисване/с прахово покритие, Галванизиране чрез потапяне в горещ цинк, галванизиране чрез потапяне в студен цинк |
| OEM/ODM | Налично |
| Сертификат | ISO9001,RoHS |
| Приложение |
колони на високи сгради, морски платформи за разурване, кулести мостове кули за вятърни турбини и вратни рамки, пристанищни машини минни конвейерни мостове, фотоволтаични конструкции, рами на тежкотоварни камиони и подконструкции на железопътни превозни средства. |
Химичен състав по ASTM A572
| Марка | Cmax | Si макс. | Мн. максимум | P макс. | S макс. | NB | V |
| ASTM A572 | 0.23 | 0.4 | 1.5 | 0.04 | 0.05 | 0.005-0.05 | 0.01-0.15 |
Механични свойства по ASTM A572
| Марка | прегръдна твърдост (Мпа) | предел на овластване (MPa) | Опънно удължение % |
| Gr42 | ≥290 | ≥415 | ≥20 |
| Gr50 | ≥345 | ≥450 | ≥18 |
| Gr55 | ≥380 | ≥485 | ≥18 |
| Gr60 | ≥415 | ≥520 | ≥16 |
| Gr65 | ≥450 | ≥550 | ≥15 |
Експлоатационни предимства на материала по ASTM A572
1. Пределът на овластяване на Gr50 надминава този на Q235 с 38%, което позволява намаляване на дебелината на стената с 15–20% при еднакви натоварвания и икономия на стомана с 8–12%.
2. CEV ≤0,44; не се изисква предварително загряване при дебелина до 25 мм. Твърдост на заварката ≤220 HV елиминира риска от студено пукане с отлична заваряемост.
3. Akv ≥34 J при 0°C, с измерени стойности 45–150 J при -20°C, осигурява висока якост, подходяща за конструкции при поднулеви температури и динамични натоварвания.
4. Ограничение на умората ≈280 MPa (R=0,1), с 40% по-високо от Q235, идеално за циклично натоварени елементи като мостове и кранови греди.
5. Обширно покритие по размери: максимална странична дължина 1200 мм, дебелина на стената 50 мм, тегло на единица ≤1,5 т/м. Отговаря на изискванията за приложения „единичен детайл навсякъде“ при ферми с голям обхват, колони на високи сгради и оффшорни пилотни крака.
Процес на производство на квадратни и правоъгълни тръби
Заварени квадратни и правоъгълни тръби:
1. Размотаване - Изравняване
2. Хладно огъване
3. Високочестотно заваряване: Нагряване с индукционна намотка при 100–400 kHz повишава температурата на краищата до 1300–1400 °C. Налягането от притискващи валци завършва спояването при скорост на заваряване 20–50 m min⁻¹. Вътрешните и външни излишъци веднага се фрезоват, като се получава шев с ширина 2–4 mm.
4. Онлайн инспекция на заваръчния шев
5. Калибриране – Изправяне
6. Рязане на дължина – Фасовани ръбове с трион
7. Опции за последваща обработка:
Горещо поцинковане: Потапяне в разтопен цинк при 450 °C в продължение на 1–3 минути, цинково покритие 45–600 g/m²;
Фрезоване на торцове, пробиване на отвори за болтове, маркиране/нанасяне на код;
Пясъкоструйно почистване за премахване на ръжда до степен SA2.5 + епоксидно цинково основно слой 60 µm.
Безшевни квадратни и правоъгълни тръби:
1. Безшевни квадратни и правоъгълни тръби (преобразуване от кръгли до квадратни за дебелостенни високонапрежни приложения)
2. Нагряване на била → Проникване → Непрекъснато валцоване → Калибриране на кръгли тръби; Многоходови валцове „кръгъл → овален → квадратен/правоъгълен“, с намаление до 12% на ход и постепенно намаляващи радиуси на ъглите (R);
3. Топлинна обработка (нормализиране или закаляване и отпускане) → Изправяне → Неразрушаващ контрол → Рязане на дължина.
Други тръбни продукти
Ние предлагаме и тръби от неръждаема стомана, заварени тръби, безшевни тръби, спирални тръби, галванизирани тръби, профилирани тръби, дебелостенни тръби и други. Възможна е персонализация и рязане на дължина.

Често задавани въпроси
В: Какви са предимствата на квадратните и правоъгълните тръби в сравнение с кръглите?
О: Те осигуряват увеличение с 30–50% на инерционния момент на сечението, което предоставя по-добра устойчивост на огъване и усукване при едно и също тегло. С четирите си прави страни изискват по-малко заваръчни съединения, имат чист външен вид и са подходящи за открити конструкции.
В: Могат ли квадратните и правоъгълните тръби A572 директно да заменят A36?
A: Якостта нараства с 38% (предел на овластване от клас 50 – 345 MPa спрямо A36 – 250 MPa), което позволява намаляване на дебелината на стената с 15–20%; въпреки това, цената е малко по-висока, а дебелината на свързващите плочи и размерите на ъглите на заварките изискват проверка.
В: Изисква ли се предварително загряване при заваряване?
A: За Gr50 с дебелина на стената ≤25 mm и температура на околната среда ≥0°C не се изисква предварително загряване. За Gr60/65 с дебелина на стената >20 mm се препоръчва предварително загряване при 100–150°C, последвано от отстраняване на напреженията при 550°C след заваряване.
В: Може ли да се извърши галванизация чрез потапяне в разтопен цинк?
A: Да. Дебелина на цинковото покритие: 45–600 g/m² (от двете страни). Въпреки това, имайте предвид, че пределът на овластване намалява приблизително с 5% след галванизация.
В: Какви индивидуални дължини са налични?
A: Стандартните дължини са 5 .8 m / 6 m / 12 m; достъпни са индивидуални дължини от 4 до 18 m с допуснато отклонение +50 mm.
В: Как мога да получа вашата оферта възможно най-бързо?
A: Моля, свържете се с:
Имейл: [email protected]
Wechat/whatsapp/мобилен: + 86 13512028034