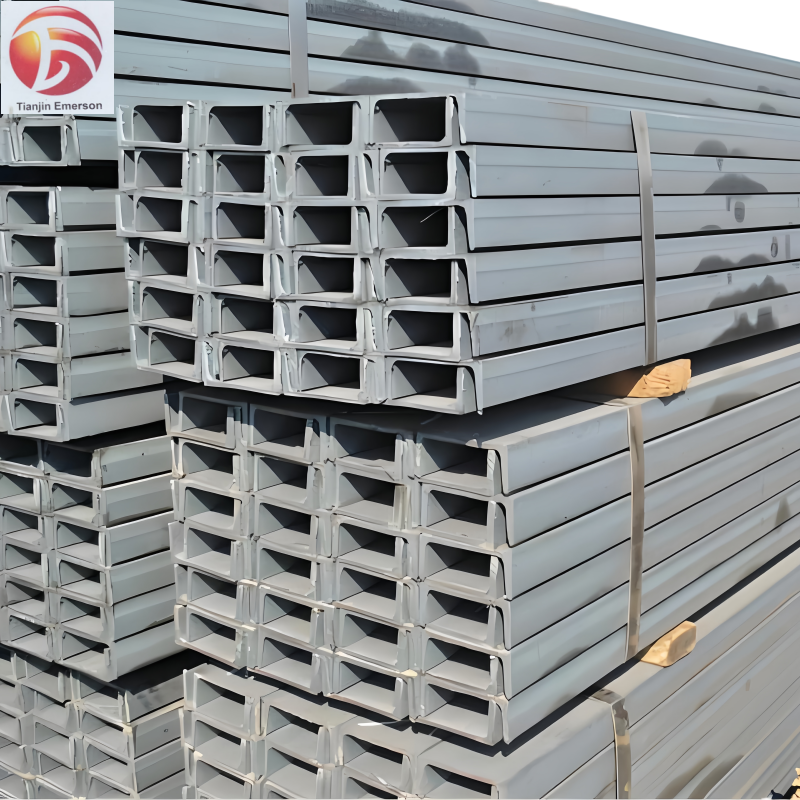
يتميز الفولاذ القنوي بشكله العرضي المميز على شكل حرف C أو حرف U، والذي يتكون من ضلعين متوازيين مرتبطين بجدار عمودي. توفر هيكليته الهندسية ثلاث مزايا رئيسية: قوة عالية في الانحناء المحوري، وخصائص اتصال مريحة، وقدرة تكيف قوية في بناء الهياكل والإنشارات الداعمة. ويُصنف الفولاذ القنوي القياسي المدرفل على الساخن بناءً على مواصفات دقيقة لعرض الضلفة، وسمك الجدار العمودي، والارتفاع الكلي. وتتراوح الأحجام الشائعة من مقاطع صغيرة مثل 50 × 30 مم للهياكل خفيفة التحمل إلى مقاطع كبيرة مثل 300 × 90 مم للعناصر الإنشائية الرئيسية، مع زيادة السمك تناسبيًا وفقًا لمتطلبات التحمل. ويكون المادة الأساسية هي فولاذ منخفض الكربون، مثل ASTM A36 أو S235JR/S355JR، الذي يوفر قابلية ممتازة للحام وقوة مناسبة للإنشاءات التقليدية. وفي البيئات التي تتطلب مقاومة محسّنة للتآكل، تتوفر أيضًا درجات من الفولاذ المقاوم للصدأ (مثل 304) أو منتجات فولاذ قنوي مغلفنة مسبقًا. ويحتفظ مصنعنا بمخزون كبير ويدعم مواصفات مخصصة مصممة وفقًا لجداول المشاريع.
يُستخدم الفولاذ القنوي على نطاق واسع في العديد من الصناعات، حيث يُعد دعامة هيكلية ظاهرة وكذلك نظام دعم حرجًا مخفيًا. وهو عنصر لا غنى عنه في مجالات البناء والهندسة المدنية، والصناعات الميكانيكية، وقطاع النقل، وتطوير البنية التحتية. ويستلزم هذا الطلب الواسع إمكانات تصنيع شاملة بالمثل. تدعم منشآتنا عمليات القطع، والثني، واللحام، والتنقيط، وعمليات التصنيع الأخرى. بالنسبة للمكونات التي تتطلب تعديلات، نُحقق شقوقًا، وقطعًا، وفجوات مثقبة بدقة باستخدام قطع البلازما الرقمي (CNC) أو الحفر لتسهيل الربط. كما يدعم الشكل الهيكلي للفولاذ القنوي طرق اتصال متعددة، ويُعد اللحام الطريقة الأقوى لتوفير رابط متين. بالإضافة إلى ذلك، يمكن خضوع الفولاذ القنوي للثني البارد باستخدام آلات الثني الهيدروليكية (Press Brakes) لإنتاج دعامات مخصصة أو عناصر دعم منحنية، مع ضرورة اختيار القوالب بعناية لتناسب مقطعه المفتوح.
يتطلب التصنيع الناجح للفولاذ القنوي الالتزام بعدة نقاط تقنية حاسمة لضمان سلامة الهيكل والدقة في الأبعاد. أولاً، يُعد تصميم الوصلات أمراً بالغ الأهمية: يجب تصميم وصلات البراغي بدقة لتفادي وضع البراغي قريبة جداً من حواف الصفيحة أو الجدار الرئيسي؛ أما الوصلات الملحومة فتتطلب التحكم في التشوهات من خلال تحضير مناسب للمفاصل وتسلسل البناء الدقيق، خاصة في العناصر ذات الفتحات الطويلة. ثانياً، نظراً لشكل مقطعه غير المتماثل، يكون الفولاذ القنوي أكثر عرضة للانبعاج الالتوائي الجانبي مقارنة بالأقسام المغلقة مثل الأنابيب الفولاذية. لذلك، يجب تصميم وتنفيذ دعامات جانبية فعّالة طوال عملية التجميع التصنيعي وكذلك في الحالة النهائية بعد التركيب. ثالثاً، يجب تطبيق تسلسلات لحام متوازنة ومتباعدة أثناء التصنيع لتقليل تشوهات الانحناء في المقطع. بالنسبة للحوافيف المغلفنة على شكل حرف I، يجب جرش الطبقة الزنكية في منطقة اللحام قبل عملية اللحام لمنع حدوث مسامية أو مشاكل في الأبخرة، يتبع ذلك إعادة تطبيق حماية السطح بعد اللحام.